

聯(lián)系我們

- 混凝土灌構(gòu)造柱機(jī)歡迎來(lái)電
- 304不銹鋼無(wú)縫管DN100價(jià)格公道
- 廚式密集架實(shí)體大廠家
- 智能檔案電動(dòng)密集架擇優(yōu)廠家
- 缸筒
- 排污DN250球墨鑄鐵管實(shí)體廠家直銷
- 1600kw干式變壓器多少錢(qián)、1600kw干式變壓器多少錢(qián)生產(chǎn)廠家-質(zhì)量保證
- 輕鋼別墅在線咨詢
- dn100球墨鑄鐵管K9在線咨詢
- Q390C開(kāi)平板【修飾詞
- 德克斯-溫度變送器現(xiàn)貨
- 智慧候車亭質(zhì)量放心
- 不銹鋼板【316l不銹鋼卷板】懂您所需
- 彩鋼雨水管-廠房彩鋼落水管靠譜廠家
- 聲測(cè)管,【觀測(cè)標(biāo)廠家】廠家直接面向客戶
20#絎磨管
更新時(shí)間:2025-02-01 06:00:09 瀏覽次數(shù):2 公司名稱: 九冶管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 6000/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級(jí) | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 過(guò)磅 |
| 產(chǎn)品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 機(jī)械加工 油缸 |
| 是否進(jìn)口 | 否 |
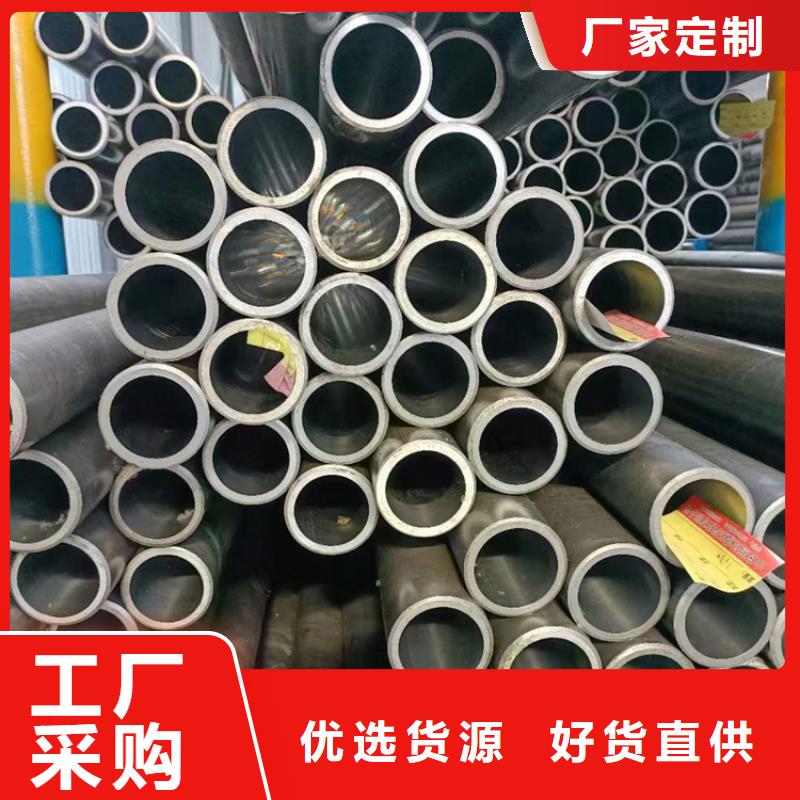

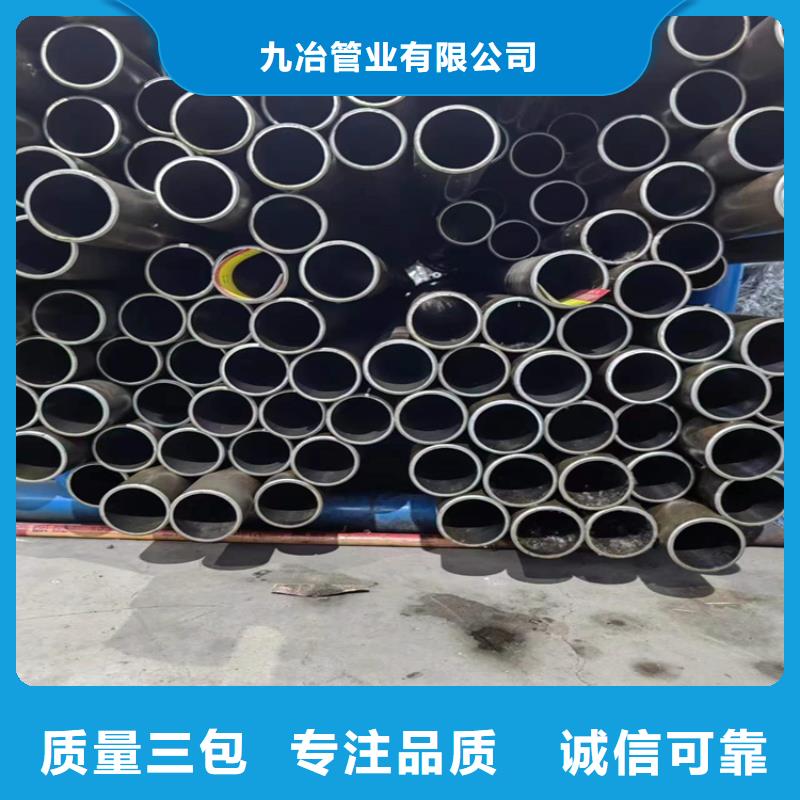


黑龍江黑河市20#絎磨管 <黑河>九冶管業(yè)有限公司
如何給珩磨管設(shè)置定壓1、脫落切削階段,這種定壓珩磨,開(kāi)始時(shí)由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對(duì)油石粘結(jié)劑的磨耗,使磨粒與粘結(jié)劑的結(jié)合強(qiáng)度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進(jìn)行,孔表面越來(lái)越光 ,與油石接觸面積越來(lái)越大,單位面積的接觸壓力下降,切削效率降低。同時(shí)切下的切屑小而細(xì),這些切屑對(duì)粘結(jié)劑的磨耗也小。因此,油石磨粒脫落少,此時(shí)磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負(fù)荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時(shí)油石和孔表面的接觸面積越來(lái)越大,細(xì)的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當(dāng)于拋光。若繼續(xù)珩磨,油石堵塞嚴(yán)重而產(chǎn)生粘結(jié)性堵塞時(shí),油石完全失去切削能力并嚴(yán)重發(fā)熱,孔的精度和表面粗糙度均會(huì)受到影響。此時(shí)應(yīng)盡快結(jié)束珩磨。

有一種過(guò)程控制方法能縮短珩磨時(shí)間,珩磨管易于讓在整個(gè)齒面上保持理論上的線接觸。因此減少了磨具與工件的點(diǎn)接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會(huì)使之保持理論線接觸。連續(xù)改變接觸條件會(huì)產(chǎn)生良好的動(dòng)態(tài)特性,不會(huì)因擺動(dòng)角度使機(jī)床部件產(chǎn)生嚴(yán)重顫振。珩磨過(guò)程中,單面線接觸珩磨時(shí)這類動(dòng)態(tài)特性會(huì)對(duì)機(jī)床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機(jī)由此而引發(fā)的對(duì)珩磨過(guò)程中利用機(jī)床運(yùn)動(dòng)鏈實(shí)施齒面修形過(guò)程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過(guò)程中有一個(gè)以上的齒在保持接觸。這就表示珩齒過(guò)程是一種連續(xù)接觸的轉(zhuǎn)動(dòng)過(guò)程。這是使齒輪低噪聲運(yùn)行的一項(xiàng)很重要的決定性因素。
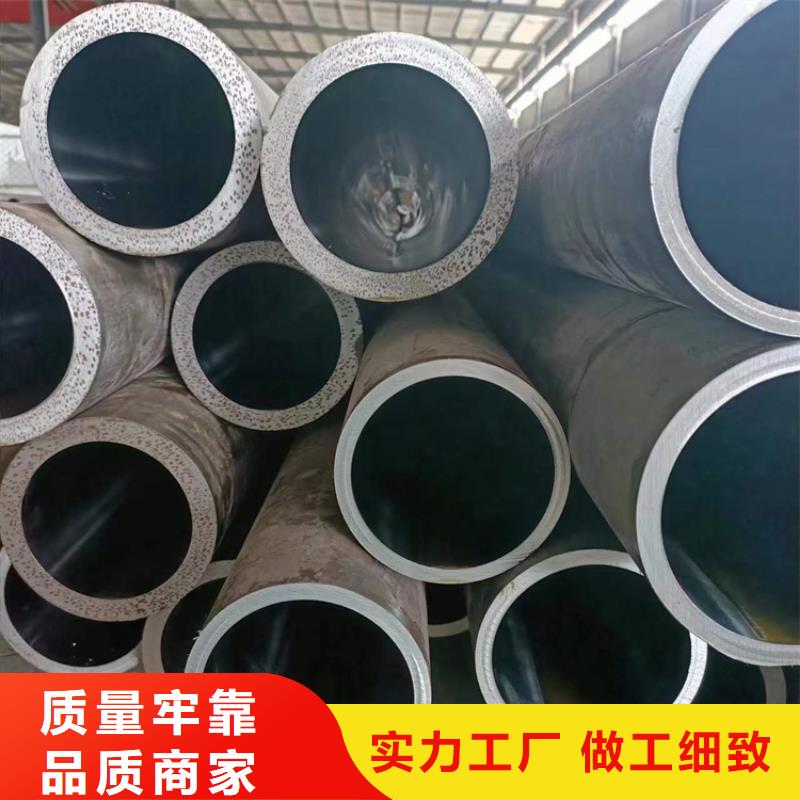
<黑河>九冶管業(yè)有限公司 黑龍江黑河市20#絎磨管 <黑河>九冶管業(yè)有限公司絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應(yīng)壓力,對(duì)于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產(chǎn)生和擴(kuò)大,這樣加強(qiáng)了絎磨管的抗壓強(qiáng)度。通過(guò)滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產(chǎn)生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無(wú)切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達(dá)到改變表面結(jié)構(gòu)、機(jī)械特性、性質(zhì)和尺寸的終目的。這種滾壓加工技術(shù)是磨削無(wú)法做到了,同時(shí)滿足光整加工和強(qiáng)化的要求。
