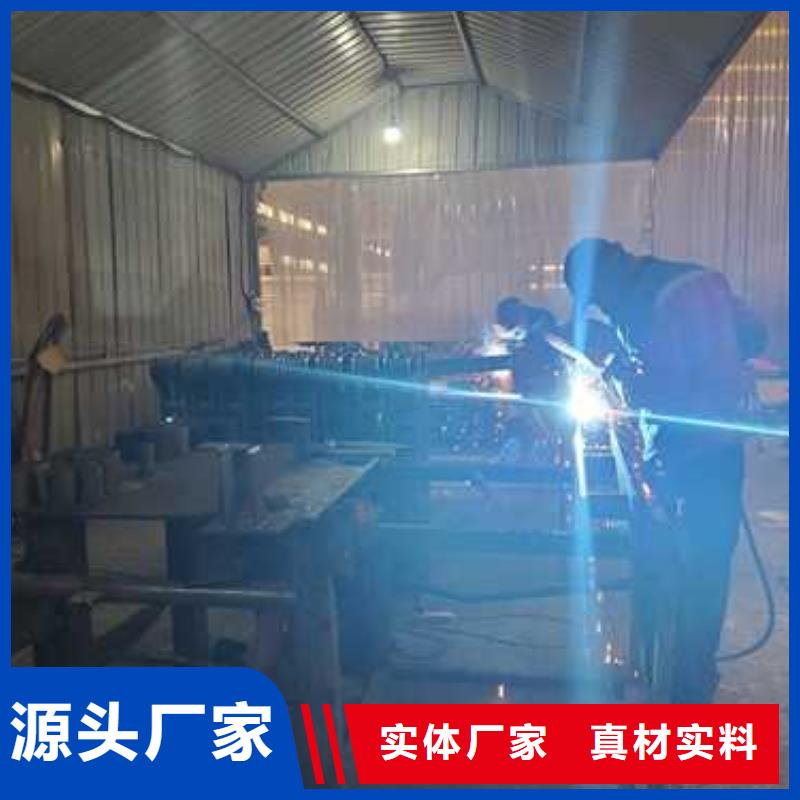



我們要看不銹鋼復合管橋梁護欄的材質要求是什么,通常有201和304兩種,304的耐腐蝕性能要遠大于201,但考慮到造價,客戶往往選擇201材質的,不過要是海邊地區使用,還是要選擇304要。不銹鋼復合管橋梁護欄生產大廠,都是采用滿焊工藝,而一起小廠則采用電焊,通常質量很難保證。 第二個要注意的就是:護欄的立柱的選擇,一些正規大廠都是采用厚鋼板鍍鋅、噴塑工藝,少了一道工序或是噴的厚度不夠都不能保證質量。第三、不銹鋼復合管橋梁護欄的整體的安裝工藝的把握,立柱與預埋鋼板的焊接,護欄片和立柱的連接,不銹鋼復合管扶手與立柱的連接都需要做到誤差很小。 不銹鋼復合管價格上漲不銹鋼工業會長馬國強說,面對2017年市場形勢,既要充滿信心,也要清醒地認識到,不銹鋼復合管行業雖然實現了扭虧為盈,但僅僅是走出了低谷,還沒有走出困境,全行業仍處于微利運行,仍然面臨著諸多困難和問題,不可盲目樂觀。 報告認為,化解過剩產能、淘汰落后產能是不銹鋼復合管價格平穩運行的關鍵。2017年,不銹鋼行業去產能工作繼續向前推進,地條鋼等落后產能將逐漸退出市場,但從總體情況看,國內市場供大于求局面短期內難以根本扭轉。報告預計,2017年國內不銹鋼復合管生產將保持高水平,而不銹鋼復合管出口量呈下降態勢,因此不銹鋼復合管價難以大幅上漲。
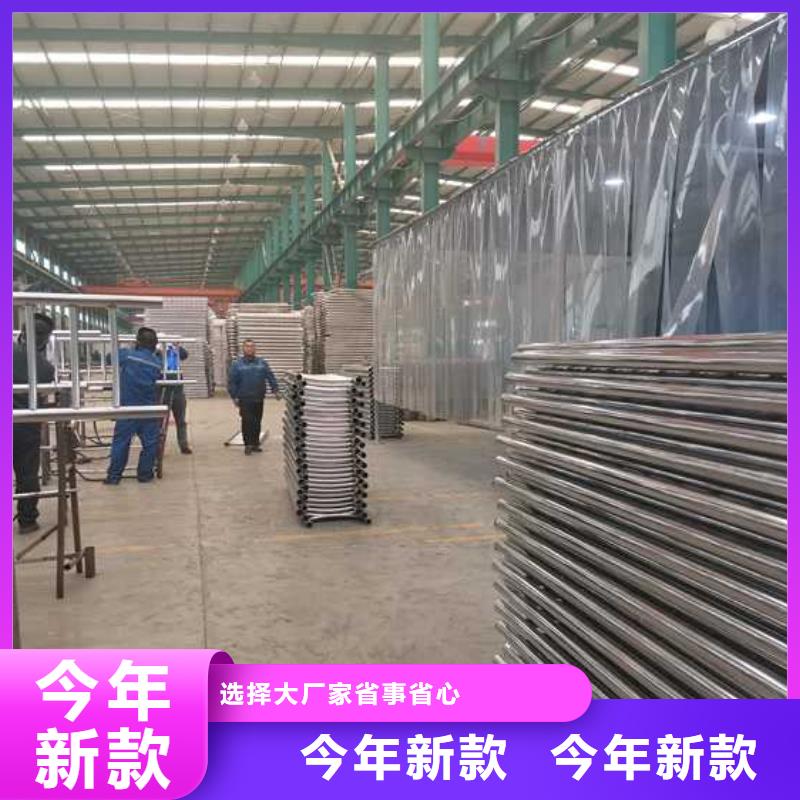
<鶴崗>聚晟護欄制造有限公司 鶴崗靠譜的201不銹鋼復合管護欄生產廠家在主要的分項指數中,不銹鋼復合管業的生產指數小幅回升,但連續3個月處在收縮區間;不銹鋼復合管新訂單指數再度回升至擴張區間;產成品庫存指數、購進價格指數小幅回落;生產經營活動預期指數回升至近5個月的高點。所有這些數據顯示,當前國內不銹鋼復合管行業供需形勢繼續改善,不銹鋼復合管企業訂單組織良好,不銹鋼復合管庫存出現下降,對后市的預期普遍較為樂觀。 1月份采購量指數回升2.6個百分點至53.9%;不銹鋼復合管原材料指數回升5.8個百分點至42.9%,為2016年5月份以來的點,且連續4個月處于擴張區間;當月不銹鋼復合管原材料庫存指數三連升至近9個月的高點,較上月上升0.8個百分點,為432.1%。 目前,不銹鋼復合管生產廠的生產熱情有所升溫。和生產相關的采購活動呈現出明顯的擴張趨勢。從這些指數的變化情況來看,隨著不銹鋼復合管價格上漲,盈利繼續好轉,生產熱情有所升溫,且對后市的預期樂觀,鋼廠原料采購的積極性明顯。 下游不銹鋼復合管需求較好周三,不銹鋼復合管震蕩整理,不銹鋼帶鋼價格小幅下跌。不銹鋼復合管現貨仍處于高位狀態,市場貨源較為充裕,受環保升級影響,下游護欄工程企業需求不及預期,預計不銹鋼復合管價維持高位震蕩整理的。

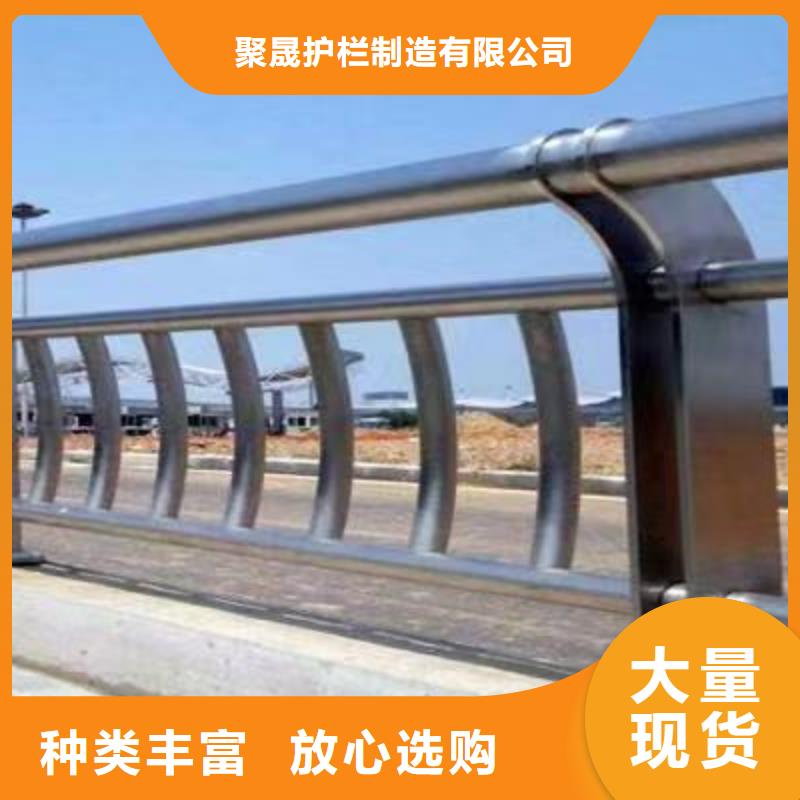
景觀護欄施工的時候有一些問題也必須要充分的考慮清楚,否則在施工過程中就會非常的不順利,甚至施工完了之后沒有辦法實現我們預期的那些效果,這樣都會給自身帶來很大的影響,如果真的要做施工的工作,到底需要注意的問題都有哪些?現在就來和大家進一步的去說明。提前設置好圖紙在很多人看來景觀護欄施工并不難,只要你沿著某些地方進行安裝就可以,所以即便是沒有圖紙也能夠完成,這種想法是非常錯誤的。因為不同的地方在施工的過程中要求上會存在著差別,環境方面也都并不一樣,所以必須要有一個非常完善的圖紙,正是我們進行施工的前提。對產品做好檢查施工的階段應該認真的做好對這些產品的檢查,確保其外在沒有受到很嚴重的變形或者是其他的問題,如果材料方面存在問題,應該直接和施工方進行反應,然后及時的進行處理,有些問題如果沒有得到有效的解決,施工完成之后才發現,那么勢必就會給我們帶來很大的影響。 注意景觀護欄施工的時候,我們應該在道上放上相應的標志,并且能夠注意自身施工過程中的情況,只有當我們大家能夠充分的去考慮這些方面,把一些方面的事情都認識的更加到位,然后才能夠有效的減少一些其他的問題,所以當我們做施工工作的時候必須要把這些事情考慮得更加清楚。對景觀護欄進行使用可能會出現生銹的問題,這樣就會影響到美觀性,同時也會影響到使用壽命,那么我們大家平時在使用的過程中,如何來防止生銹的這些方面的問題,哪些方法是非常不錯的?如果能夠更好的去防止生銹,這樣才能夠更長久的去應用。生銹的問題如果景觀護欄出現生銹,直接會影響到美觀性,而且長時間的生銹對于其本身的使用壽命也會有很大的影響,所以大家對于這些方面必須要有更多的認識,能夠通過正確的方法解決生銹的一些具體情況,然后才可以給我們帶來更好的作用,所以在面對這些生銹問題的時候,必須要積極的去考量具體的情況。
<鶴崗>聚晟護欄制造有限公司

焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。
