您的位置>首頁 >鶴崗本地產品動態 >
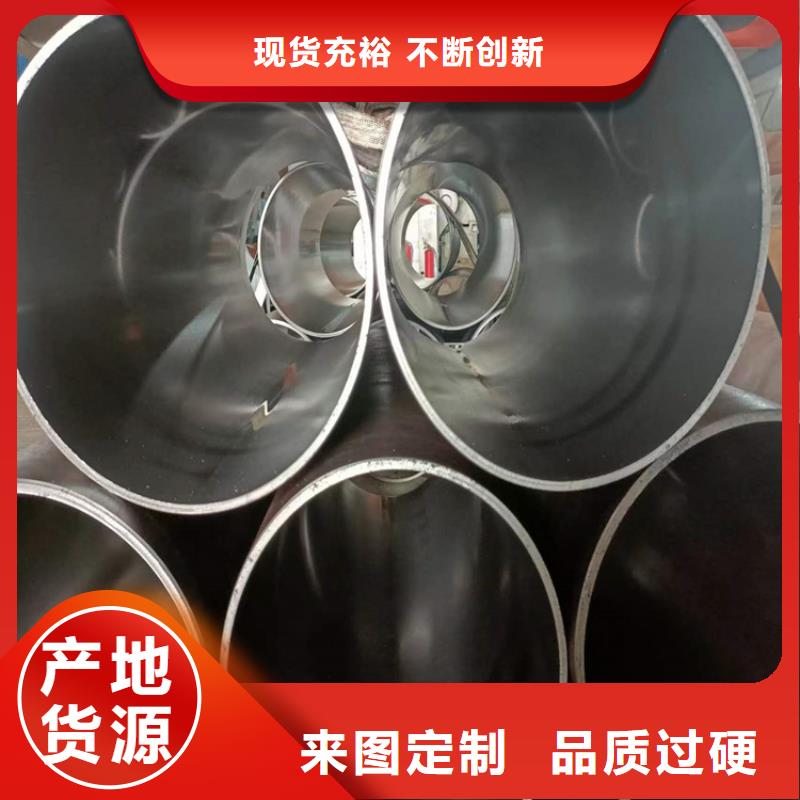
珩磨管廠
更新時間: 2025-01-10 18:56:55 瀏覽次數:1
以下是:珩磨管廠的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:珩磨管廠的圖文視頻
導讀 珩磨管廠,安達液壓機械有限公司專業從事珩磨管廠,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到黑龍江省 鶴崗市 向陽區、工農區、蘿北縣、綏濱縣,以下是珩磨管廠的詳細頁面。 黑龍江省,鶴崗市 鶴崗市,又名興山,黑龍江省轄地級市,位于中國東北地區、北部與俄羅斯比羅比詹猶太自治州隔江相望,東南部隔松花江與佳木斯接壤,西與林都伊春為鄰,是黑龍江、松花江、小興安嶺“兩江一嶺”的“三角”區域,屬北溫帶大陸性季風氣候,總面積14684平方千米。截至2022年10月,全市共轄6個市轄區、2個縣。截至2022年末,鶴崗市戶籍總人口94.6萬人。
<鶴崗>九冶管業有限公司
質量是產品的前提,只有質量好了,才是服務客戶的根本,所以,對液壓油缸管 表面的缺陷進行完美的修復,是我們對客戶的 承諾 45#絎磨管在淬火后加高溫回火是調質 調質處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調質后的零件具有優良的綜合機械性能.關于調制處理工藝的加溫時間保溫時間冷卻速度冷卻介質等要看具體的材料具體零件的技術要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。


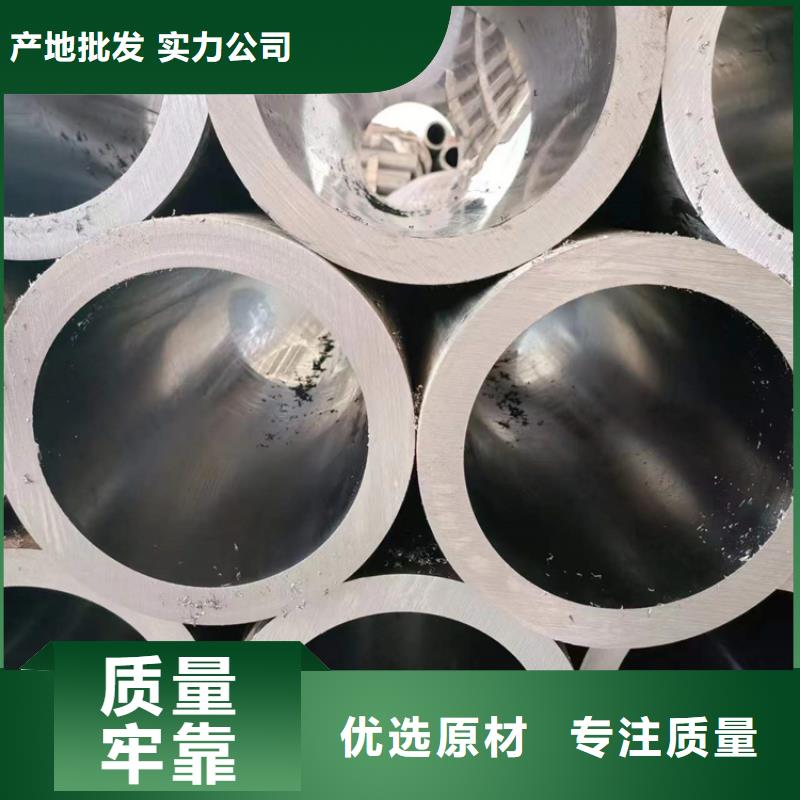
黑龍江省鶴崗黑龍江省鶴崗珩磨管廠
<鶴崗>九冶管業有限公司
厚壁油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了厚壁油缸管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質薄壁氣缸管內表面磨損處理方法 薄壁氣缸管存在較深縱向拉痕的,按照實物進行測繪,由專業生產廠俺珩磨管制造工藝重新生產進行更換,近資料顯示,可運用TS311減磨修補修復珩磨管。


總結 選購珩磨管廠來黑龍江省鶴崗市找安達液壓機械有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:高經理-17706353138,{QQ:3573482096},地址:[遼河路燕山路交叉口南500米東首]。