



為了讓您更地了解我們的精密管冷軋管價(jià)格公道合理,我們精心制作了產(chǎn)品視頻。請花1分鐘時(shí)間觀看,您會(huì)發(fā)現(xiàn)更多細(xì)節(jié)和優(yōu)勢。
以下是:精密管冷軋管價(jià)格公道合理的圖文介紹
格公道合理")
格公道合理")
華爾網(wǎng)精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長度相比直縫管長,易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。 華爾網(wǎng)精密管生產(chǎn)廠家國外將此工藝改進(jìn)后將原料改為,使成型與焊接分開,經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國內(nèi)尚無此種工藝,是我國廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國、日本和德國總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國內(nèi)主干線多數(shù)還是使用SSAW。
格公道合理")
格公道合理")
格公道合理")
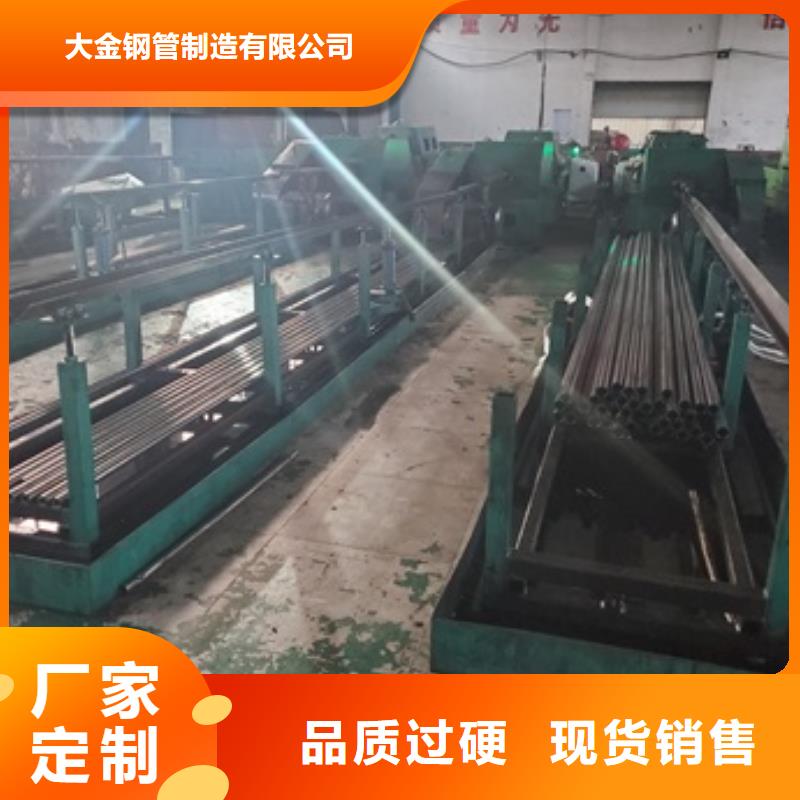
我公司擁有一支精干的科技創(chuàng)新隊(duì)伍,一整套強(qiáng)有力的科學(xué)管理體系,“以科技求創(chuàng)新、以質(zhì)量求生存”,增強(qiáng)質(zhì)量意識,力求企業(yè)的長期發(fā)展,多年來,深受廣大用戶的好評。我公司主營 安徽合肥冷軋管,先進(jìn)的生產(chǎn)設(shè)備,品質(zhì)的原材料,完善的質(zhì)量保證體系和及時(shí)的售后服務(wù)是我們對每一個(gè)客戶的承諾。我公司致力于將生產(chǎn)管理、營銷、科研等工作與國際接軌,以良好的信譽(yù),周到的服務(wù),高標(biāo)準(zhǔn)的產(chǎn)品質(zhì)量與每位客戶建立起長期、愉快、真誠的合作關(guān)系。
格公道合理")
格公道合理")
華爾網(wǎng)精密管明顯的特點(diǎn)便是有著整潔光量的外觀,加入的mo元素更疼是讓其有著優(yōu)良的耐蝕性. 華爾網(wǎng)精密管通常用于造紙和造紙?jiān)O(shè)備的熱交換器,染色設(shè)備,薄膜加工設(shè)備,管道,沿海地區(qū)的外部材料,以及高級手表的手鐲和表殼。在海水中使用設(shè)備,化學(xué)品,染料,紙張,草酸,肥料等的設(shè)備;照片,食品工業(yè),沿海設(shè)施,繩索,cd棒,螺栓,螺母。 其是一種含鉬不銹鋼。由于鋼中鉬含量較高,鋼的綜合性能優(yōu)于310不銹鋼和304不銹鋼。在高溫下,當(dāng)硫酸濃度低于15%或大于85%時(shí),華爾網(wǎng)精密管具有廣泛的應(yīng)用前景。華爾網(wǎng)精密管具有較好的抗氯腐蝕性能,因此在海洋環(huán)境中廣泛應(yīng)用。
格公道合理")
格公道合理")
格公道合理")
華爾網(wǎng)精密鋼管是一種經(jīng)過冷拔或熱軋?zhí)幚淼母呔蠕? 管材料。由于華爾網(wǎng)精密鋼管具有內(nèi)外壁無氧化層、高壓下無泄漏、高精度、高精加工、無冷彎變形、膨 脹、平整、無裂紋等優(yōu)點(diǎn),主要用于生產(chǎn)氣動(dòng)或液壓元件產(chǎn)品,如氣缸或油缸,可以是無縫管或焊 接管。華爾網(wǎng)精密管和無縫鋼管的區(qū)別油后即成、無縫鋼管主要特點(diǎn)是無縫焊接,可承受較大的壓力, 產(chǎn)品可以是很粗糙的鑄態(tài)或冷拔件 2.華爾網(wǎng)精密鋼管是近幾年出現(xiàn)的產(chǎn)品,主要是內(nèi)控、外壁尺寸有嚴(yán) 格的公差及粗糙度。 冷拔華爾網(wǎng)精密鋼管的特點(diǎn):1.外徑更小。 2.華爾網(wǎng)精密鋼管高可做小批量生產(chǎn) 3.冷拔成 品精度高,表面質(zhì)量好。 4.鋼管橫面積更復(fù)雜。 5.鋼管性能更優(yōu)越。金屬比較密。熱軋精密鋼 管后的區(qū)別熱軋華爾網(wǎng)精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗 后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾,再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī)控制軋制,終軋后經(jīng)過層流冷卻和 卷取機(jī)卷取,成為直發(fā)卷;成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度,寬度精度比 較差,邊部常存在浪形、折邊、塔形等缺陷,其卷重較重,鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭 、切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱 軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂熱軋酸洗板卷。
格公道合理")
格公道合理")
格公道合理")
華爾網(wǎng)精密管生產(chǎn)中幾個(gè)關(guān)鍵技術(shù)問題 1.對原材料材質(zhì)的質(zhì)量要求:華爾網(wǎng)精密鋼管的原材料,除必須達(dá)到 普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學(xué)成分:冶煉時(shí),重點(diǎn)是 提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應(yīng)后步冷變 形加工,硫含量 不要超過0.02%,因此要嚴(yán)格控制鋼的化學(xué)成分,同時(shí)為保證產(chǎn)品具有良好的 力學(xué)性能,冷彎,焊接等工藝性能,還需適當(dāng)增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼 帶軋制時(shí),應(yīng)采用AGC和板形控制系統(tǒng),提高鋼帶厚度精度和版型精度。同時(shí)還要采用控制冷卻方 法,提高鋼帶的強(qiáng)韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接 質(zhì)量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結(jié)晶水,在焊接過程中,高溫會(huì)使其中的氧 氫折出,如不能排出,存在于焊縫之中,易產(chǎn)生氣孔微裂紋,改變組織結(jié)構(gòu),降低材料塑形,降低 延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機(jī)組成型及定徑部分 孔型設(shè)計(jì)和調(diào)整方法均會(huì)直接影響焊接質(zhì)量的優(yōu)劣。傳統(tǒng)的成型工藝為輥式成型工藝,有單半徑、 雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成 形質(zhì)量。各種成型工藝技術(shù),有不同優(yōu)缺點(diǎn),適合不同的條件,根據(jù)產(chǎn)品的大綱、產(chǎn)品用途應(yīng)在設(shè) 備選型時(shí)慎重考慮、以選擇不同的成型工藝技術(shù)。為了減少彈性變形,對于精密焊管機(jī)組加工變形 道次都比普通焊管道次響應(yīng)增加2、3道次。
點(diǎn)擊查看大金鋼管制造有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
