

想了解我們的表面預處理不采用噴砂的原因產品嗎?我們為您準備了細致入微的視頻介紹,讓您在短時間內了解產品的精髓。
以下是:表面預處理不采用噴砂的原因的圖文介紹

鋼鐵是現代社會的重要支柱,是各行各業賴以生存和發展的重要基礎.
鋼鐵從生成之時起就有返回其先前存在狀態的傾向,即我們通常所說的生銹.鋼鐵生銹會使鋼鐵構件的力學性能喪失,從而導致失效.
鋼鐵生銹是一種點電化學腐蝕的過程,是一種在電解質存在的條件下發生的破壞作用.
鋼鐵腐蝕無處不在,無時不有,由此造成的損失也是非常的驚人.
為了防止鋼鐵的腐蝕,人類做出了不懈的努力,發明了許多行之有效的保護方法.
出現早、安徽合肥同城應用普遍的是彩涂層保護鋼鐵構件,使其免遭外界物質的破壞.保護鋼鐵構件的涂層分為金屬涂層和非金屬涂層兩大類.
使涂層長期有效地保護好鋼鐵構件的首要,就是涂層與鋼鐵構件基體之間結合牢固,否則,再好的涂層材料,再好的施工工藝,再好的施工機械、安徽合肥同城再的施工人員也沅法保證涂層對鋼構件的長期保護.
涂層與鋼鐵構件基體牢固要有兩個基本條件. ,涂層與基體之間的間隙要小而又小.根據資料介紹與實踐證明,涂層與基體之間的間隙在0.5nm(相當于3個氧原子直徑之和)之內時才能牢固的結合.第二,涂層和基本表面之間要有足夠大的接觸面,這除了提高工件表面粗糙度以外沒有其他更好的辦法.
由此,可得出這么一個定論,要想獲得涂層對鋼鐵構件的保護,對鋼鐵構件表面理處理是必須的.處理的目的有兩個:一是要盡可能徹底地工件表面上的雜質,盡可能徹底地暴露工件的基體;二是使表面生成一定程度的粗糙度,擴大工件表面實際表面積,增加工件表面單位面積上涂層的結合力(附著力).
要達到上述目的,在所有表面處理方面中,磨料作為清理介質的清理方面有效.以磨料為清理介質的清理方法有兩種,一種是以高速旋轉的葉輪將磨料通過離心力拋向工件表面,達到清理的目的.另一種是利用壓縮空氣使用磨料顆粒加速到很高的速度后清理工件表面的方法,這種方法首次出于美國的底特律,用于清理汽車零件,是Benjaminchewtilghman在1870年發明的.
在中國這種噴丸清理(噴砂)技術已經開始普及并且得到很好的運用


首飾的噴砂工藝
現在很多首飾已經不再是亮晶晶一片了,其中不少具有質感的粗糙表面,這就是首飾加工中的噴砂工藝。噴砂工藝是將金屬首飾件,按設計要求局部噴砂面,使金屬首飾的拋光面形成鮮明對比,來增強首飾的線條藝術美感。
噴吵工藝分兩種:一是干砂,二是水砂。
一、安徽合肥同城噴砂所需主要工具:
①噴砂機;
②空氣壓縮機;
③金剛砂(石英砂);
④防護膠紙或防護蠟;
二、安徽合肥同城操作步驟:
1、安徽合肥同城將拋光并清洗后的首飾件所不需要噴砂的部位用防護蠟或防護膠紙封上作保護。貼防護膠紙或點防護蠟時,線條要流暢、安徽合肥同城整齊。
2、安徽合肥同城按要求挑選適當粗細的金剛砂,放在噴砂機內。然后調試所需要的空氣壓力。
3、安徽合肥同城手持首飾壞件,將需要噴砂的部位放入噴砂機內,對準噴砂機出砂口,打開氣壓閥門,金剛砂通過空氣壓力噴在金屬首飾件上,噴到符合要求為止。噴砂位的置要求完整、安徽合肥同城均勻,以便達到效果.



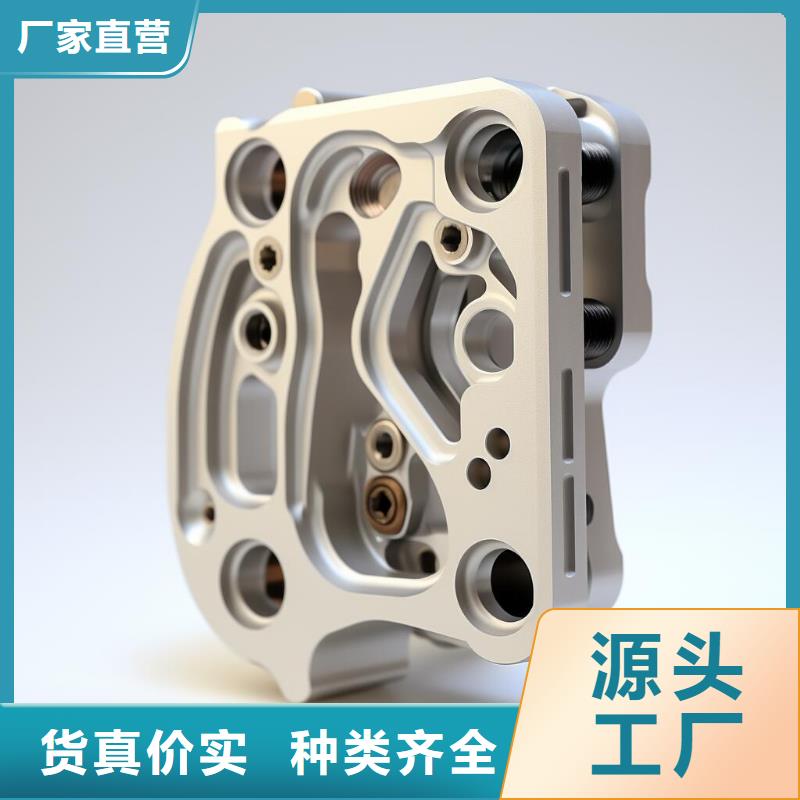
表面噴砂處理(元開)機械設備有限公司多年致力于 安徽合肥鋁材噴砂加工廠產品研發,工藝先進、設備精良,選購 安徽合肥鋁材噴砂加工廠,表面噴砂處理(元開)機械設備有限公司。


噴砂和噴丸的區別
噴丸是以金屬彈丸,利用壓縮空氣或機械離心力為動力和摩擦力來除去金屬銹蝕的方法。彈丸直徑在0.2-2.5mm之間,壓縮空氣壓力為0.2-0.6Mpa,噴流與表面角度為30度-90度左右。噴嘴系用T7或T8工具鋼制成并淬火至硬度50-55HRC,每個噴嘴使用期限為15-20天。
噴丸是用來厚度不小于2mm的或不要求保持準確尺寸及輪廓的中型、安徽合肥當地大型金屬制品以及鑄鍛件上的氧化皮、安徽合肥當地鐵銹、安徽合肥當地型砂及舊漆膜。是表面涂(鍍)覆前的一種清理方法。廣泛用于大型造船廠、安徽合肥當地重型機械廠、安徽合肥當地汽車廠等。用噴丸進行表面處理,打擊力大,清理效果明顯。但噴丸對薄板工件的處理,容易使工件變形,且鋼丸打擊到工件表面(無論拋丸或噴丸)使金屬基材產生變形,由于Fe3O4和Fe2O3沒有塑性,破碎后剝離,而油膜與基材一同變形,所以對帶有油污的工件,拋丸、安徽合肥當地噴丸無法徹底油污。
噴砂也是一種機械清理方法,但并噴砂不是噴丸,噴砂用的是砂粒如石英砂,噴丸用的是金屬彈丸。在現有的工件表面處理方法中,清理效果 的還數噴砂清理。噴砂適用于工件表面要求較高的清理


