

產(chǎn)品詳細(xì)介紹
為先2023更新中")
為先2023更新中")
為先2023更新中")
為先2023更新中")
為先2023更新中")
為先2023更新中")
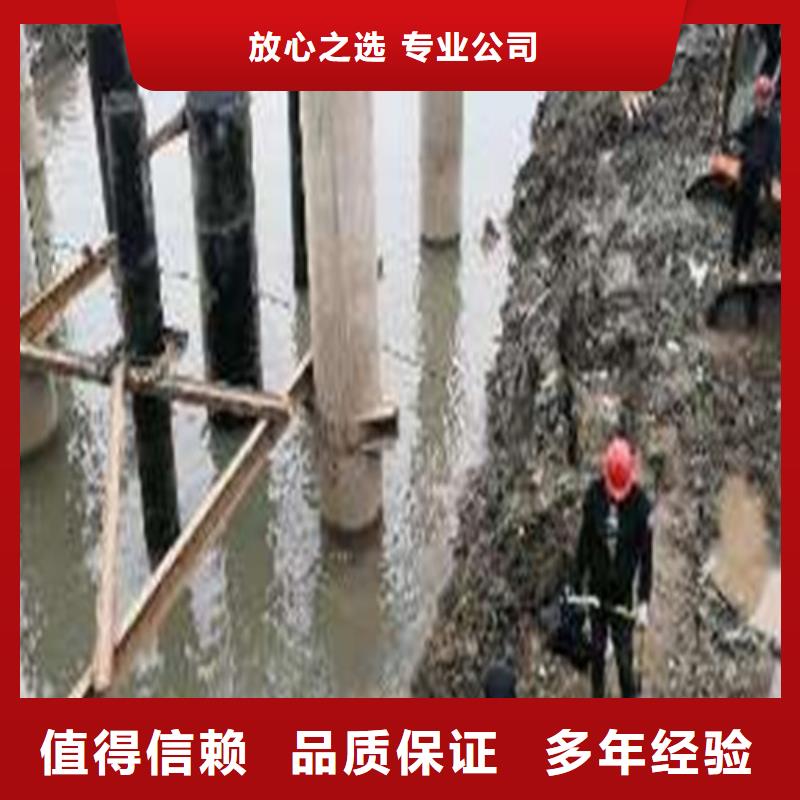
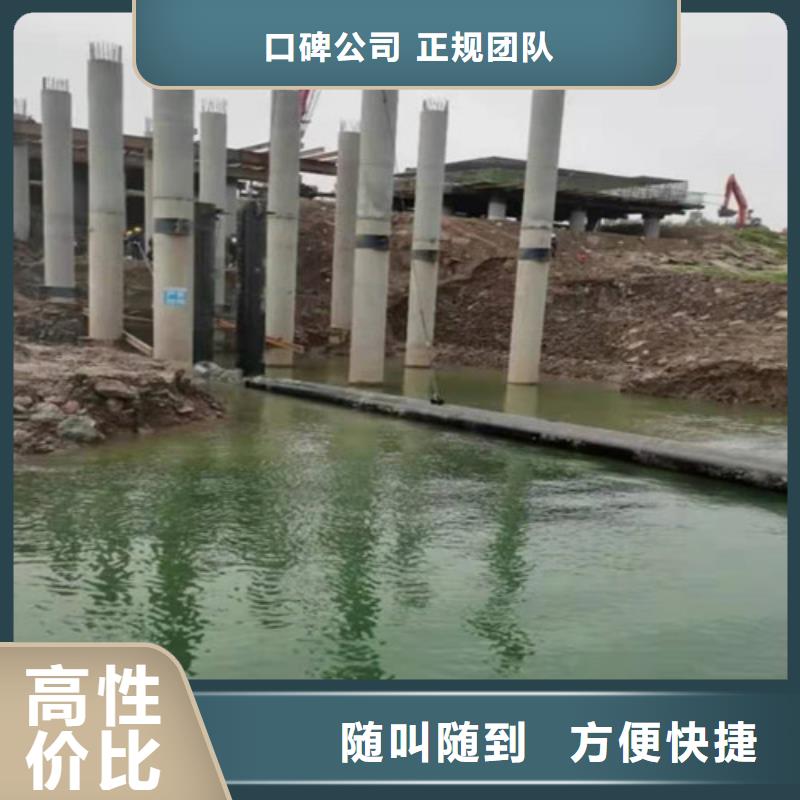
水下施工整好鋼絲繩決不允許鉆具在孔內(nèi)時鋼絲繩處于不受負(fù)荷狀態(tài),以免擴(kuò)孔過大或鉆偏。鉆桿在旋轉(zhuǎn)時 不許,以防卡瓦帶起飛出傷人。(H)發(fā)生上卡(提鉆受阻)時,不準(zhǔn)強行提鉆具,應(yīng)先設(shè)法使鉆具活動后再慢慢。下卡(鉆進(jìn)受阻)時,可用緩沖擊法解除。解除后查明原因,采取措施后,方可鉆進(jìn)。(I)鉆架、鉆臺平車、封口平車等承載能力及部位均有限制,不得超載。(J)鉆機使用過程中,應(yīng)經(jīng)常檢查鉆機機架、動力機架與底座及泥漿泵機架與地面連接是否可靠。地錨埋設(shè)情況,繃?yán)K松緊度,塔身后支承情況,各節(jié)塔腳銷子情況,底座沉降情況等,特別是卷揚機鋼繩地錨鋼繩死端情況等,如有異狀立即采取措施。(K)鉆機的移位要嚴(yán)格按說明書規(guī)定進(jìn)行。
栓頭與桿部過渡處無疲勞裂紋時,才準(zhǔn)再次使用。連接螺栓要均勻緊固,保證其連接處的密封性。彎曲的鉆桿應(yīng)及時修理和更換。
(E)開鉆前與鉆進(jìn)過程中,對破巖、回轉(zhuǎn)、升降、洗孔排碴等系統(tǒng)要做好檢查及運行觀察工作。遇有問題,應(yīng)及時查明原因,妥善處理。認(rèn)真填寫施工記錄。
(F)在鉆進(jìn)過程中,應(yīng)隨時注意機器的運轉(zhuǎn)情況。如發(fā)生異響、鋼絲繩、轉(zhuǎn)向滑車、千斤繩等起吊索具破損,水龍頭漏氣、漏碴,以及其他不正常情況時,要立即停車,查明原因采取措施后,方可繼續(xù)開鉆。
(G)提鉆、下鉆時,動作要謹(jǐn)慎均勻,輕提輕放,不要過猛。鉆機下及井孔周圍2m以內(nèi),以及高壓膠管下不得站人,水龍頭與膠管聯(lián)接處須用雙夾卡住,并纏上鐵絲。鉆進(jìn)過程中,應(yīng)調(diào)為先2023更新中")
橫向切割的工件或結(jié)構(gòu)進(jìn)行水平切割和垂直切割操作的應(yīng)用,而反向切割操作不適合這種方向。
4)懸浮定向水下切割技術(shù)水下切割時,許多工件處于懸浮定向。假設(shè)直接切割,會對懸浮狀態(tài)下工作的潛水員造成很大的危險,切割功率也低。所以首先潛水員要穩(wěn)定,工作臺盡量配備。如果工作臺不能配備,可以做一個吊籃,潛水員可以站在吊籃里進(jìn)行切割。其他的,也可以用線纜穩(wěn)定身體。
對于懸浮定向的切割,應(yīng)非常注意切割順序。水平或垂直切割一般工件或結(jié)構(gòu)時,應(yīng)自上而下逐一切割。但是要密切注意橫管的切割,在鋼管的上半部留有一定的距離,然后再切割或用起重機折斷。
水下施工項目是公司重要的項目之一,技術(shù)性和難度更高,對水下設(shè)備和技術(shù)人員要求極高,為先2023更新中")
水射流水下切割法切割,可采用實心碳鋼絲作為切割絲,或低碳鋼MIG焊接用藥芯焊絲作為切割絲。切割過程中產(chǎn)生的鐵鋁合金易碎,粘渣少,可用鋼絲刷。
2。鋁及鋁合金的高壓水射流切割:采用高壓水射流切割鋁及鋁合金,可獲得無熱影響區(qū)、無材料變化。但高壓水射流切割速度比較慢,適合切割形狀復(fù)雜、材料不變的工件。切割鋁合金時必須使用磨料水射流。
3.鈦及鈦合金的高壓水射流切割:高壓水射流切割在切割過程中不產(chǎn)生熱影響區(qū)或材料的變化,是易受高溫影響而使材料變質(zhì)的鈦及鈦合金的理想切割方法。此外,高壓水射流的切割速度高于機械鋸。同時,被切割的工件只需要少量的加工,有些不需要加工就可以應(yīng)用。一般用磨料高壓水射流切割法切割鈦及為先2023更新中")