

云海旭金屬材料有限公司
河池質(zhì)量可靠的道路橋梁護(hù)欄生產(chǎn)廠家
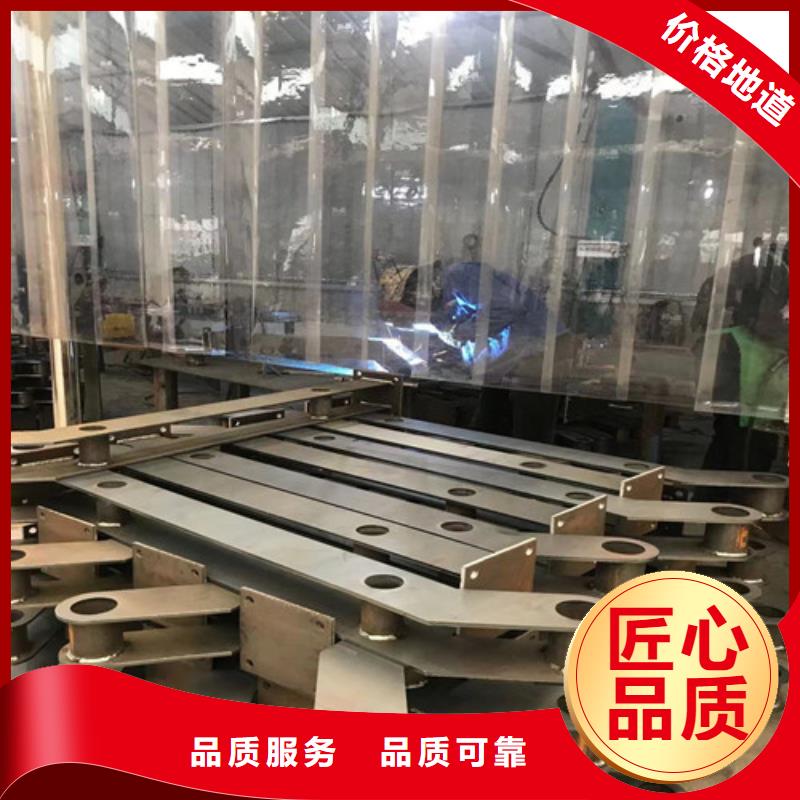
材料根據(jù)施工圖紙和設(shè)計(jì)要求,采購工程所需各種原材料。欄桿確定材料符合圖紙?jiān)O(shè)計(jì)要求無誤后,才得進(jìn)入加工車間加工制作,確保不合格材料不進(jìn)現(xiàn)場(chǎng)使用。制作工藝各項(xiàng)欄桿按照?qǐng)D紙?jiān)O(shè)計(jì)要求并根據(jù)圖紙所示圖樣和現(xiàn)場(chǎng)實(shí)際規(guī)格尺寸制作。
材料進(jìn)入現(xiàn)場(chǎng)制作安裝之前做防銹處理,制作過程中,定位尺寸要準(zhǔn)確,該磨口的地方磨口。保證角度拼裝準(zhǔn)確精細(xì)。進(jìn)行拼裝時(shí),焊接部位要焊平,對(duì)接部位要嚴(yán)密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無斷縫,漏焊,無沙眼,焊口要打磨光滑,平整度達(dá)標(biāo)。
護(hù)墻欄桿加工為半成品用鋼絲輪除銹,表面進(jìn)行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項(xiàng)目負(fù)責(zé)人人,負(fù)責(zé)人人,焊工人,安裝工人,油漆工人。主要機(jī)具安排:預(yù)埋件及鐵藝護(hù)欄安裝水平安裝工藝鐵藝護(hù)欄均按照所提供的標(biāo)準(zhǔn)線為欄桿安裝水平標(biāo)準(zhǔn)。
安裝工藝產(chǎn)品到達(dá)施工現(xiàn)場(chǎng)后按圖紙上所規(guī)定的位置及尺寸準(zhǔn)確安裝就位,確定好標(biāo)高及垂直平整度。應(yīng)按照甲方要求與圖紙?jiān)O(shè)計(jì)要求進(jìn)行定位,確保達(dá)到設(shè)計(jì)要求與驗(yàn)收規(guī)范。預(yù)埋件安裝根據(jù)圖紙?jiān)O(shè)計(jì)要求和施工現(xiàn)場(chǎng)的實(shí)際情況準(zhǔn)確無誤的定位,避免造成不在一條平行線上。
有不同的用途,而不同的無論是外觀,規(guī)格型 還是質(zhì)量都是有差距的,這自然在購買的時(shí)候,所注意的方面也是都有所不同。來說吧,所注重的可能更多的是外觀上面,因?yàn)殚L(zhǎng)期的在室外進(jìn)行使用,如果采用一般的室內(nèi)防護(hù)產(chǎn)品,就可能會(huì)在室外天氣因素的影響下而導(dǎo)致外觀受到損壞,從而影響到了內(nèi)部的結(jié)構(gòu)。
在采購的時(shí)候,一定要針對(duì)能夠適應(yīng)戶外天氣變化的防護(hù)產(chǎn)品,這樣在長(zhǎng)久的使用中才能夠保證防護(hù)質(zhì)量而不會(huì)輕易的變形和損壞。公路護(hù)欄的建設(shè)本身就是一筆非常大的資金投入了,如果質(zhì)量還不能保證的話,無論是和更換都將會(huì)是一筆很大的投入和工作量,這對(duì)于本身建設(shè)就有成本控制的公路防護(hù)部門來說,就會(huì)是一個(gè)非常麻煩的事情了。
款型挑選的時(shí)候,就一定要因地制宜的選擇更為適合當(dāng)時(shí)安裝環(huán)境以及安裝條件的護(hù)欄產(chǎn)品,這樣才能夠保證產(chǎn)品的材質(zhì)能夠的適應(yīng)當(dāng)時(shí)的各方面天氣環(huán)境以及周遭的防護(hù)環(huán)境,而不至于會(huì)在短期內(nèi)出現(xiàn)質(zhì)量和防護(hù)上面的問題,對(duì)相關(guān)的防護(hù)措施帶來影響。
生銹腐蝕在當(dāng)下雨季、等都會(huì)會(huì)造成很大的影響,生銹與腐蝕。生銹腐蝕是指鋼材直接與周圍介質(zhì)發(fā)生的化學(xué)反應(yīng)的產(chǎn)物,此產(chǎn)物大多是由氧化所產(chǎn)生的。這種氧化作用通常在濕潤(rùn)和高溫的情況下會(huì)比在常溫下運(yùn)作得更快。所以我們要針進(jìn)行防腐處理,的高端防銹防腐處理方式有電鍍鋅、熱鍍鋅、浸塑和靜電噴塑四種,您可根據(jù)自己的需要任選,經(jīng)過防銹顏色多選-美觀、表面光滑-亮澤,抗老化、防腐防銹,壽命可達(dá)10-20年。
量可靠的道路橋梁護(hù)欄生產(chǎn)廠家")
量可靠的道路橋梁護(hù)欄生產(chǎn)廠家") 焊接時(shí)盡量做到不擺動(dòng)、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復(fù)合鋼管的焊接坡口原則上采用機(jī)械加工, 在施工現(xiàn)場(chǎng)時(shí)也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復(fù)合鋼管可以采用焊條電弧焊進(jìn)行焊接, 也可以采用埋弧焊結(jié)合焊條電弧焊的焊接工藝。 內(nèi)襯不銹鋼復(fù)合鋼管過渡層的熔融金屬成分復(fù)雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。
過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標(biāo)準(zhǔn) 2.5 mm。
不銹鋼復(fù)合鋼管采用 V 形坡口單面焊接工藝時(shí), 基層部分的焊接也應(yīng)選取高鉻鎳奧氏體焊材, 否則會(huì)在基層與過渡層及坡口部分焊縫熔合區(qū)形成馬氏體組織, 甚至出現(xiàn)微裂紋。 為減小焊縫金屬熔合比, 基層焊接應(yīng)采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時(shí)間。
焊接時(shí)盡量做到不擺動(dòng)、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復(fù)合鋼管的焊接坡口原則上采用機(jī)械加工, 在施工現(xiàn)場(chǎng)時(shí)也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復(fù)合鋼管可以采用焊條電弧焊進(jìn)行焊接, 也可以采用埋弧焊結(jié)合焊條電弧焊的焊接工藝。 內(nèi)襯不銹鋼復(fù)合鋼管過渡層的熔融金屬成分復(fù)雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。
過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標(biāo)準(zhǔn) 2.5 mm。
不銹鋼復(fù)合鋼管采用 V 形坡口單面焊接工藝時(shí), 基層部分的焊接也應(yīng)選取高鉻鎳奧氏體焊材, 否則會(huì)在基層與過渡層及坡口部分焊縫熔合區(qū)形成馬氏體組織, 甚至出現(xiàn)微裂紋。 為減小焊縫金屬熔合比, 基層焊接應(yīng)采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時(shí)間。
量可靠的道路橋梁護(hù)欄生產(chǎn)廠家")
量可靠的道路橋梁護(hù)欄生產(chǎn)廠家")
量可靠的道路橋梁護(hù)欄生產(chǎn)廠家")
量可靠的道路橋梁護(hù)欄生產(chǎn)廠家")
