



航蕭管件
 全自動彎管機具體應該怎么使用?
全自動彎管機的應用越來越廣泛,那大家知道它應該怎么使用嗎?
1、認真閱讀電動油泵的使用說明書。
2、將工作油缸旋入方檔塊的內螺紋,使輪子向下,油缸后端安裝在支架上。
3、按照所彎管子的外徑選擇模頭,套在柱塞上。
4、向模頭方向兩個滾軸上對應的溝槽,然后裝入相應尺寸的花板孔,再將上板板蓋上。
5、將所彎管子插入溝槽內,將高壓油管端部快速接頭活動部分向后拉,并套在工作油缸的接頭上。
6、將電動油泵上的卸油螺釘旋緊,即完成所彎管的彎曲。
7、彎曲完畢,松開放油螺釘,柱塞即自動復位。
全自動彎管機具體應該怎么使用?
全自動彎管機的應用越來越廣泛,那大家知道它應該怎么使用嗎?
1、認真閱讀電動油泵的使用說明書。
2、將工作油缸旋入方檔塊的內螺紋,使輪子向下,油缸后端安裝在支架上。
3、按照所彎管子的外徑選擇模頭,套在柱塞上。
4、向模頭方向兩個滾軸上對應的溝槽,然后裝入相應尺寸的花板孔,再將上板板蓋上。
5、將所彎管子插入溝槽內,將高壓油管端部快速接頭活動部分向后拉,并套在工作油缸的接頭上。
6、將電動油泵上的卸油螺釘旋緊,即完成所彎管的彎曲。
7、彎曲完畢,松開放油螺釘,柱塞即自動復位。
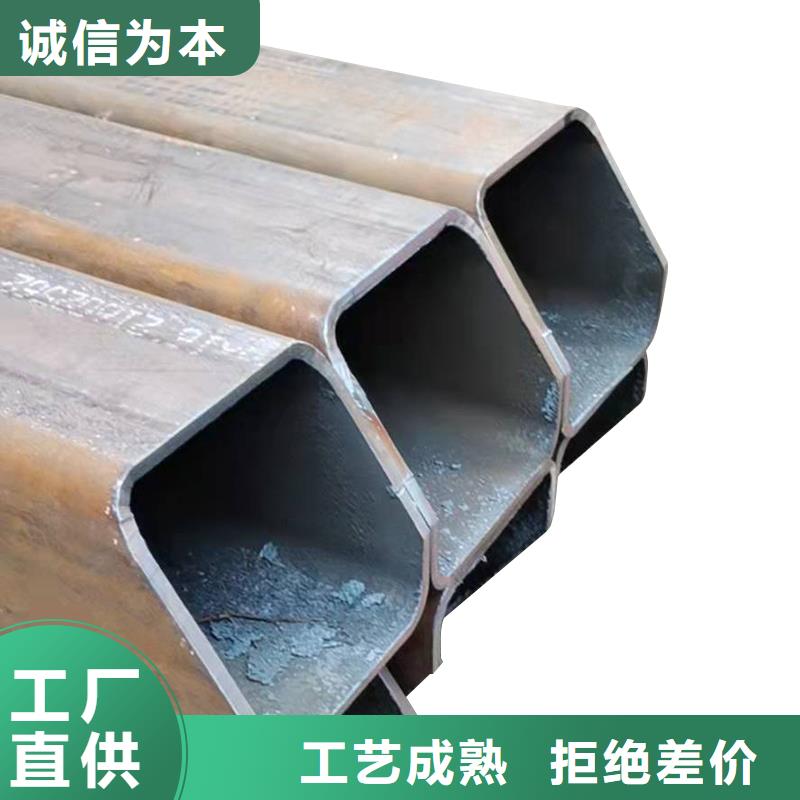
 鶴壁方管熱彎好品質
鶴壁方管熱彎好品質
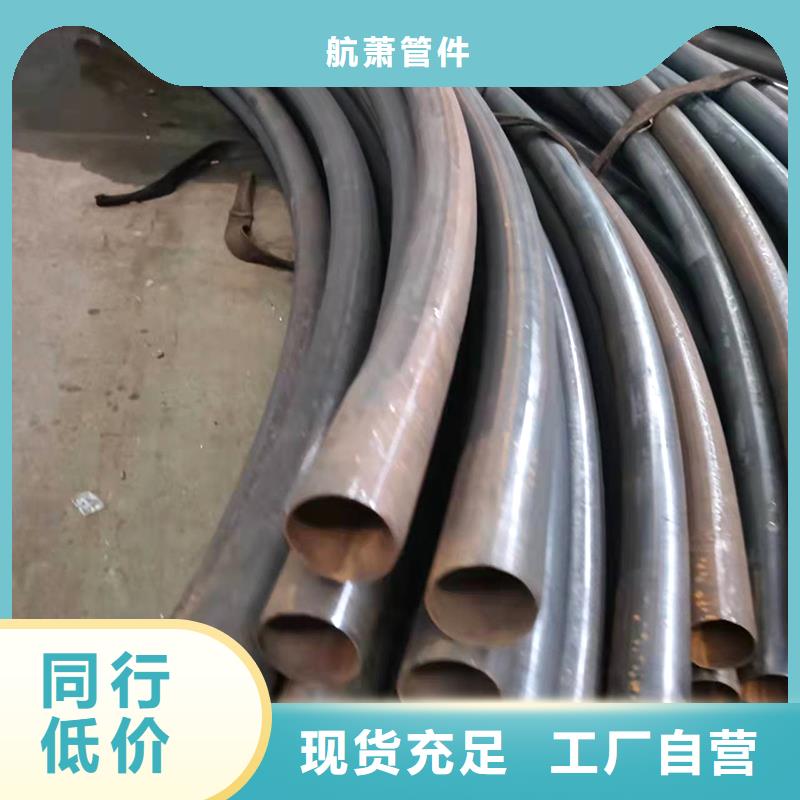
 于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。
2、關于備料長度:一般情況下備料應是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內半徑(R內)。備料長度=弧長+2.1t,當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。
3、關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。
4、關于材料每支彎曲弧長的要求:通常情況下不應超過弧度角180度。
5、關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的標準為e≥8%;e=t/R內×=(R外-R內)÷R內×否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。
6、關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。
于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。
2、關于備料長度:一般情況下備料應是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內半徑(R內)。備料長度=弧長+2.1t,當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。
3、關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。
4、關于材料每支彎曲弧長的要求:通常情況下不應超過弧度角180度。
5、關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的標準為e≥8%;e=t/R內×=(R外-R內)÷R內×否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。
6、關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。
 航蕭管件
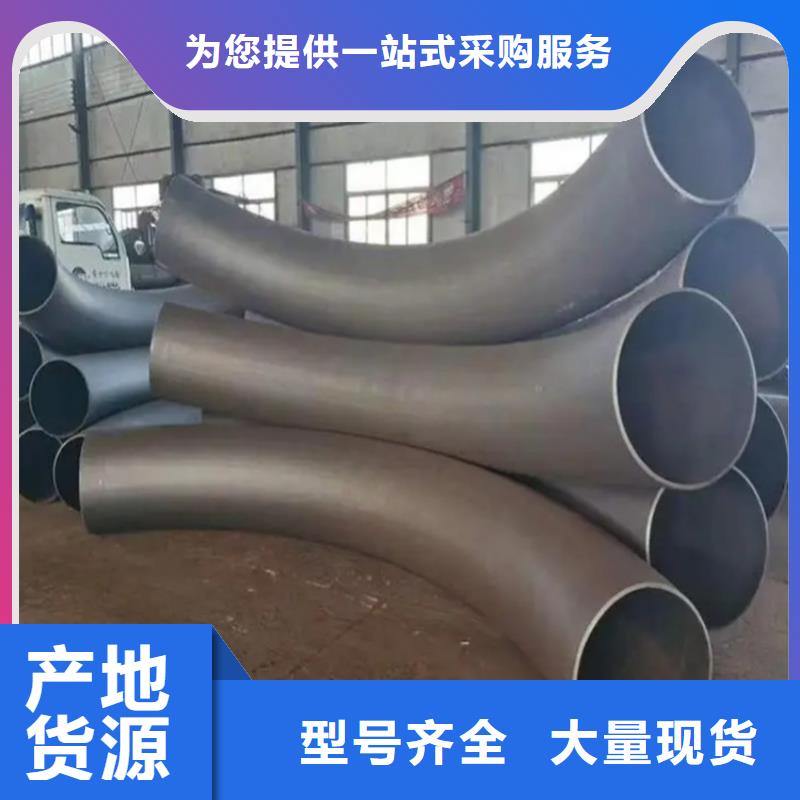
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。
航蕭管件
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。

