您的位置>首頁 >河北當地行業動態 >
660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務
更新時間: 2025-01-31 11:06:43 瀏覽次數:6
以下是:660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質量等級 | 1級 |
|---|
| 是否廠家 | 生產廠 |
|---|
| 產品材質 | 235b等 |
|---|
| 產品品牌 | 山特金屬 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 噸 |
|---|
| 產品顏色 | 碳黑 |
|---|
| 質保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 3年 |
|---|
| 產品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
|---|
以下是:660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務的圖文視頻
導讀 660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務,山特金屬制品有限公司專業從事660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務,聯系人:張經理,電話:13863598006、15206358344,QQ:940273024,發貨地:聊城經濟開發區匯通國際金屬物流園發貨到河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市,以下是660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務的詳細頁面。 河北省 2022年,河北省地區生產總值為42370.4億元,比上年增長3.8%。

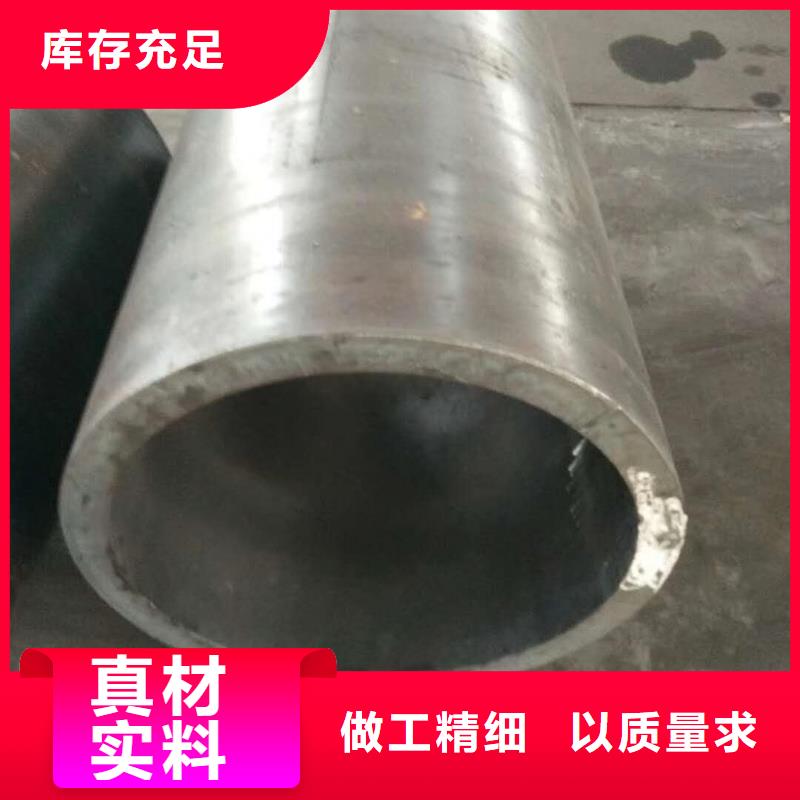
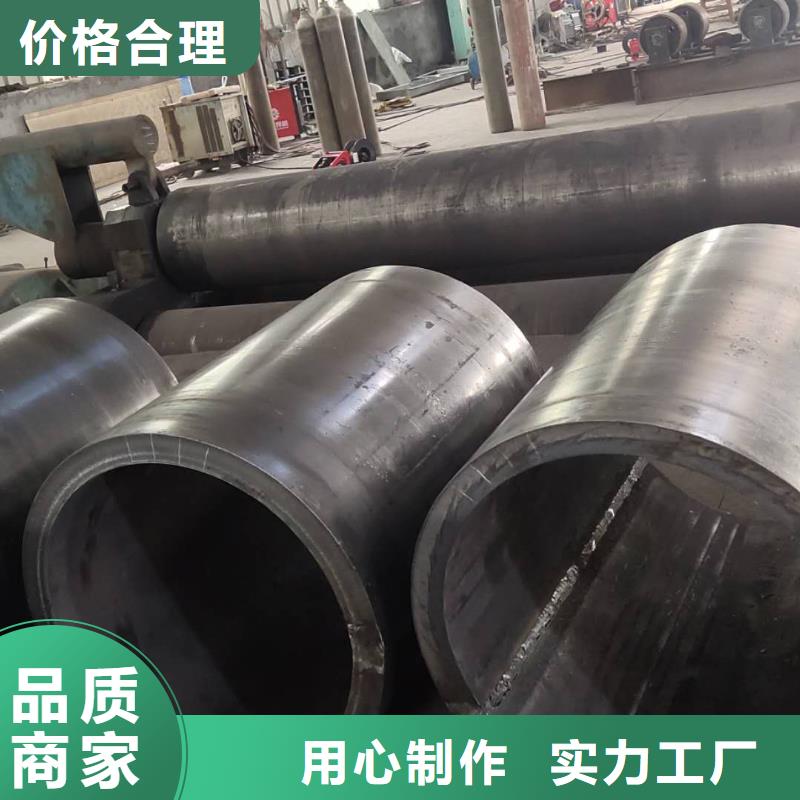
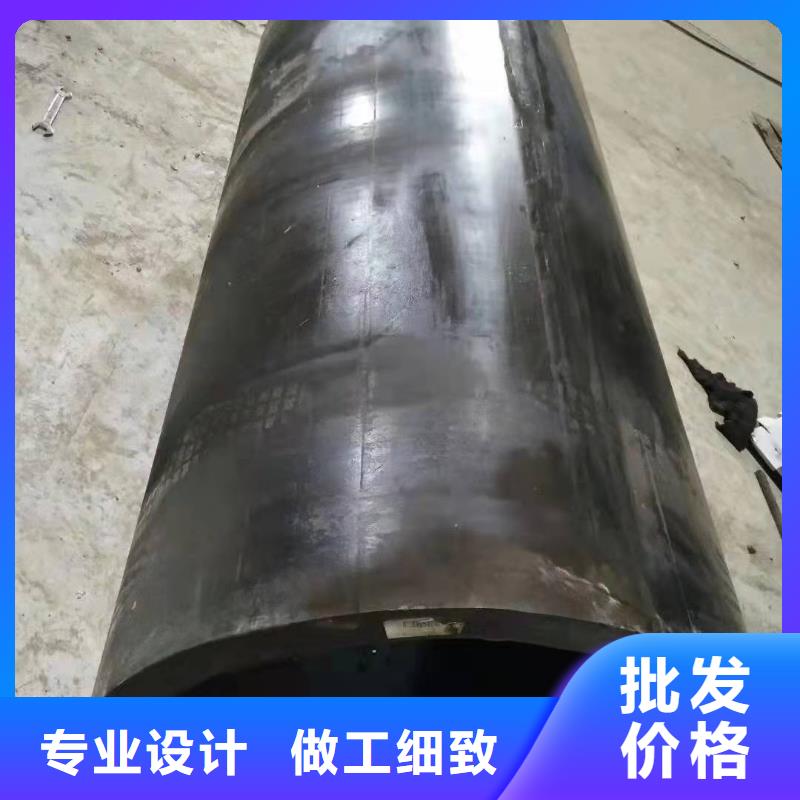
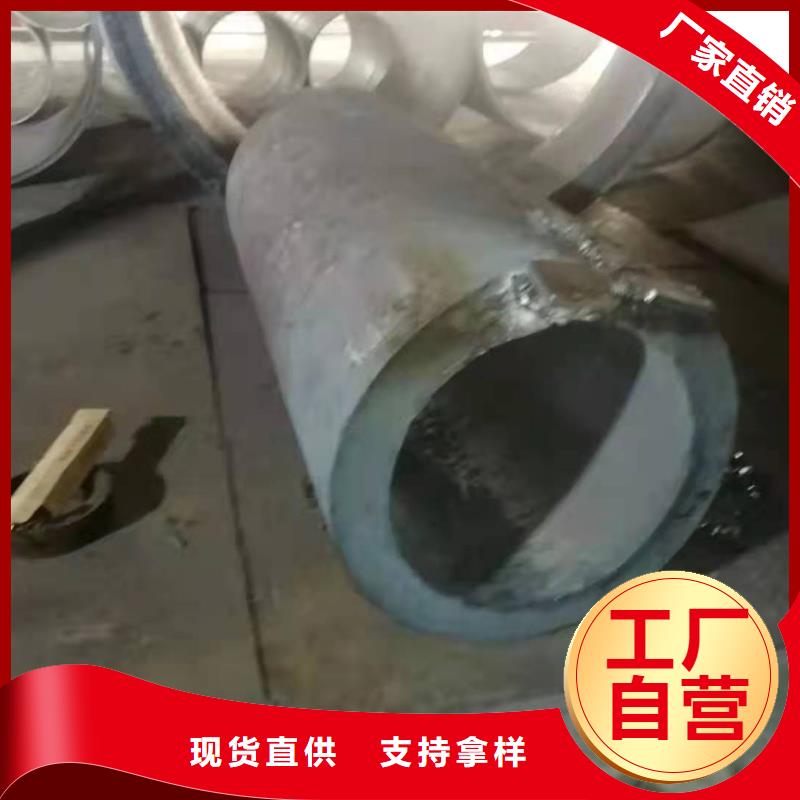
鋼板卷筒筒體的制作方法 技術領域: 本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊



河北660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務
總結 在河北省采買660*20大口徑鋼板卷管90*20大口徑鋼板卷管為您服務到山特金屬制品有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:張經理-15206358344,QQ:940273024,地址:《經濟開發區匯通國際金屬物流園》。