")
保障")
憂(yōu)")
品:冷拔異型鋼采購(gòu)")
品:冷拔異型鋼采購(gòu)")

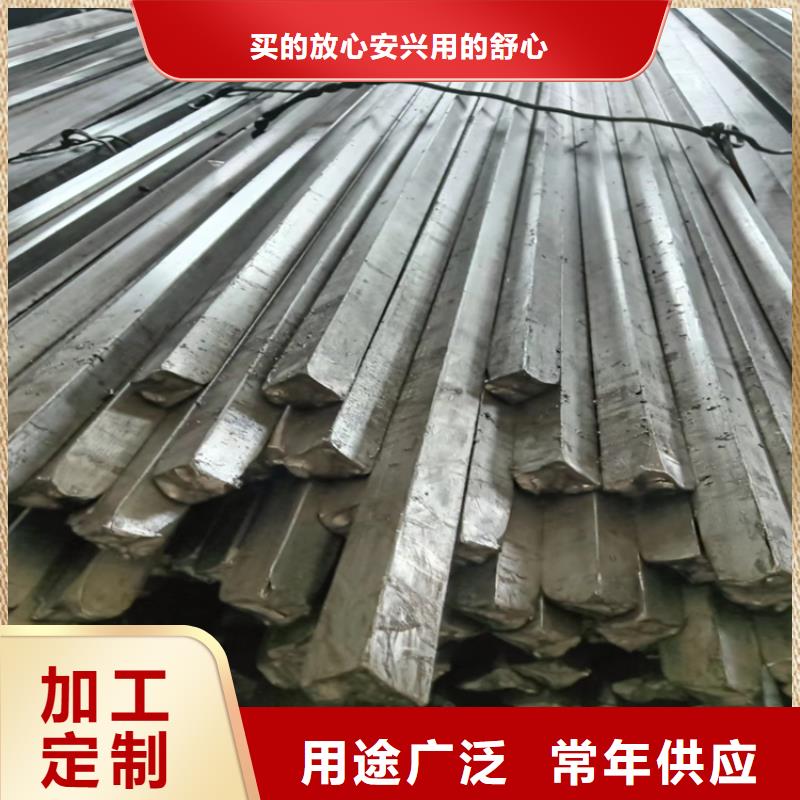
新產(chǎn)品:河北冷拔異型鋼采購(gòu)
<河北>鑫澤金屬制品有限公司
品:河北冷拔異型鋼采購(gòu)")
冷拔方鋼在加工的時(shí)候,經(jīng)常會(huì)遇到不同的情況,為了保證冷拔方鋼的質(zhì)量,要針對(duì)不同進(jìn)行控制。主要包括以下幾點(diǎn):1、冷拔方鋼應(yīng)力控制 對(duì)于Ⅱ、Ⅲ、Ⅳ級(jí)鋼筋和五號(hào)鋼的鋼筋,在冷拉后,作預(yù)應(yīng)力鋼筋使用的,要用冷拉應(yīng)力控制。但鋼筋冷拉后經(jīng)檢查,冷拉率超過(guò)了規(guī)范規(guī)定值,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。 2、冷拔率測(cè)定控制要求 以冷拉率控制鋼筋冷拉時(shí),控制值要由試驗(yàn)確定。冷拉型鋼試驗(yàn)測(cè)定時(shí)要求:同爐同批的測(cè)定試件,不能少于四個(gè),每個(gè)試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測(cè)定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批鋼筋的實(shí)際冷拉率。如果鋼筋強(qiáng)度偏高,平均的冷拉率低于百分之一時(shí),在鋼筋冷拉時(shí),仍要按百分之一的冷拉率控制。 3、不同爐批的冷拔控制 對(duì)于混雜,分不清爐批的鋼筋,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。 4、冷拔速度控制 要使鋼筋充分變形,就要適當(dāng)控制冷拉速度,一般以0.5~1為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉兩到三以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時(shí)間。
新產(chǎn)品:河北冷拔異型鋼采購(gòu)品:河北冷拔異型鋼采購(gòu)") 新產(chǎn)品:河北冷拔異型鋼采購(gòu)
新產(chǎn)品:河北冷拔異型鋼采購(gòu)
這些系統(tǒng)的一個(gè)內(nèi)在疑問(wèn)即是機(jī)械空位。拓示教方式中記實(shí)軸位置的編碼器沒(méi)有考慮由于引導(dǎo)焊*在機(jī)械手‘臂上所致使的任何變形。即使小型系統(tǒng)的剛度趨于將這一疑問(wèn)*小化,這也可能在再現(xiàn)中致使不精準(zhǔn)。化學(xué)成分考驗(yàn)成分方針:冷拔方鋼的化學(xué)成分屬一般結(jié)構(gòu)用軋制冷拔方鋼系列,按照上述尺度端方,冷拔方鋼應(yīng)成捆交貨、其捆扎道次、同捆長(zhǎng)度等應(yīng)契合端方。為了做好其運(yùn)用實(shí)力的整體展開(kāi),要以的質(zhì)量來(lái)催促其產(chǎn)物各方面運(yùn)用實(shí)力的行進(jìn),在拓寬其產(chǎn)物各方面運(yùn)用優(yōu)勢(shì)展開(kāi)的前提下,來(lái)進(jìn)行安穩(wěn)的產(chǎn)物實(shí)力運(yùn)用。下面小編給我們介紹冷拔方鋼有哪些運(yùn)用價(jià)值。冷拔方鋼的操練運(yùn)用行進(jìn)了產(chǎn)物的運(yùn)用率,從不不異的用戶(hù)視點(diǎn)來(lái)解讀該產(chǎn)物,其功用上根柢都能抵達(dá)用戶(hù)的需要,在運(yùn)用過(guò)程中也能較好的浮現(xiàn)出其自身的內(nèi)在質(zhì)量,在經(jīng)由過(guò)程反復(fù)閱歷堆集的一同,公司運(yùn)用搶先的技術(shù)和長(zhǎng)年的出產(chǎn)閱歷,對(duì)于冷拔方鋼的加工出產(chǎn)極好地浮現(xiàn)出了質(zhì)量,在加強(qiáng)產(chǎn)物開(kāi)發(fā)的根底上,要力爭(zhēng)為產(chǎn)物做多方面的鼓吹推廣。
品:河北冷拔異型鋼采購(gòu)") <河北>鑫澤金屬制品有限公司
<河北>鑫澤金屬制品有限公司
品:河北冷拔異型鋼采購(gòu)")
在冷拔圓鋼冷拔方鋼冷拔扁鋼冷拔六角鋼加工中經(jīng)常遇到不同的情況,為了保證冷拔圓鋼的質(zhì)量,有必要控制其差異。包括以下幾點(diǎn):冷拔圓鋼應(yīng)力控制對(duì)于Ⅱ、Ⅲ、Ⅳ級(jí)鋼筋和五號(hào)鋼的鋼筋,冷拉后,預(yù)應(yīng)力鋼筋應(yīng)采用冷拉應(yīng)力控制。然而,在檢查之后,鋼筋的冷拔率超過(guò)了規(guī)范的規(guī)定值,需要再次進(jìn)行機(jī)械能實(shí)驗(yàn)。冷拔率測(cè)定控制要求用冷拔率控制鋼筋冷拔時(shí),應(yīng)通過(guò)實(shí)驗(yàn)確定控制值。在冷拉鋼的試驗(yàn)和測(cè)定過(guò)程中要求:同一爐同一批次的試件不少于4個(gè),每個(gè)試件應(yīng)按規(guī)范,規(guī)定的冷拉應(yīng)力進(jìn)行測(cè)量,試件的平均值作為爐內(nèi)該批次鋼筋的實(shí)際冷拉率。如果鋼筋的強(qiáng)度偏高,平均冷拔率小于1%,鋼筋的冷拔率仍應(yīng)控制在1%。不同爐批的冷拔控制對(duì)于混雜,分不清爐批的鋼筋,冷拔時(shí),不能用冷拔率控制,而且要冷拔多根連接的鋼筋,每根的冷拔率和控制應(yīng)力都要符合規(guī)范規(guī)定。冷拔速度控制為了使鋼筋充分變形,需要適當(dāng)控制冷拉速度,一般為0.5~1。同時(shí),冷拔圓鋼到規(guī)定的應(yīng)力和冷拔率后,停止拉拔兩三天,然后放松鋼筋,結(jié)束冷拔,給鋼筋足夠的時(shí)間變形。冷拔圓鋼廣泛應(yīng)用于五金工具,汽車(chē)配件,標(biāo)準(zhǔn)件,緊固件普通軸類(lèi),機(jī)械制造,輕工,五金,標(biāo)準(zhǔn)件,自行車(chē),汽車(chē),摩托車(chē),紡織機(jī)械,變壓器等其他機(jī)械行業(yè)。
