


本周生鐵市場繼續上行,漲幅在20-200元。本周鋼市漲勢不止,廢鋼、焦炭、礦石亦走強,生鐵成本支撐強勁,鋼廠對煉鋼鐵采購積極,各地煉鋼鐵資源偏緊,部分鐵廠維持負庫存,部分鐵廠調整生產計劃,以產煉鋼鐵為主,致各地鑄造鐵庫存不大,山東、江蘇、山西等地區鑄造鐵隨原料價格上漲售價上調。球墨鐵方面,整體成交尚可,鐵廠庫存不大,少數鐵廠負庫存,報價陸續上調,遼寧地區球墨鐵出貨一般,鐵廠暫穩觀望,不過隨成本不斷增加,鐵廠有跟漲意向。當表面熱處理硬化層較厚時,也可采用洛氏硬度計。
當熱處理硬化層厚度在0.4~0.8mm時,可采用HR標尺,當硬化層厚度超過0.8mm時,可采用HRC標尺。維氏、洛氏和表面洛氏三種硬度值可以方便地進行相互換算,轉換成標準、圖紙或用戶需要的硬度值。相應的換算表在標準ISO、美國標準STM和國標準GB/T中都已給出。
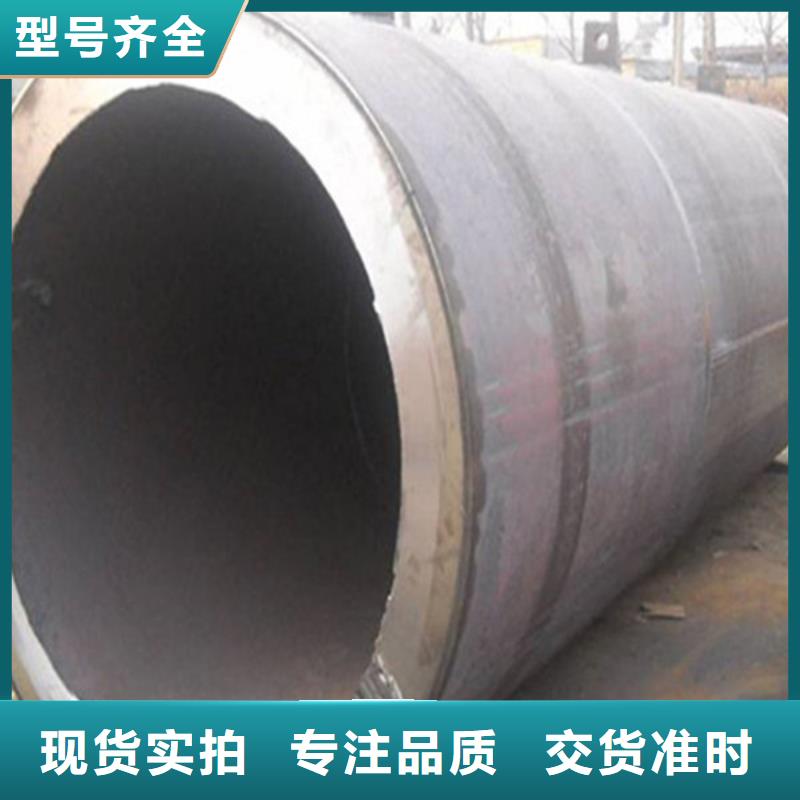
零件如果局部硬度要求較,可用感應加熱等方式進行局部淬火熱處理,這樣的湖南直縫焊管通常要在圖紙上標出局部淬火熱處理的位置和局部硬度值。湖南直縫焊管的硬度檢測要在指定區域內進行。硬度檢測儀器可采用洛氏硬度計,測試HRC硬度值,如熱處理硬化層較淺,可采用表面洛氏硬度計,測試HRN硬度值。1、一般焊管用于水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體的輸送。



武恒金屬制品有限公司設備,精益制造。公司完成了【河北Q345B無縫鋼管】產業化生產基地戰略布局,現擁有總規模達10萬平方米的生產基地,目前是全國生產能力強、規格高的【河北Q345B無縫鋼管】生產基地之一。


粗鋼產量的下降與秋冬頻繁限產有關,臨近采暖季這一趨勢會逐漸加強,但產量下降的空間仍待觀察,通過過去三年供給側改革,不少鋼廠設備已更新換代,被動減產的空間有限。另一方面,成本大幅上升,鐵礦石上半年的大幅上漲擠占了鋼廠的大部分利潤。不過,隨著鐵礦石供應的增加,和冬季限產需求端降低,鐵礦石近期的回落,給行業留出了一定的利潤空間。值得關注的是,鋼協也多次呼吁,鋼企要合理控制生產節奏,保持供需平衡,避免增產不增效的“怪圈”。
21世紀是合作的世紀.尤其是市場經濟時代,競爭日趨白熱化。令商界不能不關注的是,今天的競爭,已較原始意義的競爭發生了本質的變化,靠拼價格、拼資金贏得市場的時代已經成為過去。 行業與行業、企業與企業之間的競爭,已經向“合作共贏”、比拼服務的鏈條式競爭轉型.實施集團化動作占領市場,實惠做大、做強、做長、做久的遠景目標,已是不爭的事實和大勢所趨。
而實現這一切的基礎,就是誠。只有誠,才能合作;只有合作,才能共贏;只有共贏,才能 團結;只有團結,才能創新;只有創新,才能(發展)!所以,聊城眾順在誕生那天起,就將“誠、團結、創新、”定位為經營發展的“八字真言”;就將“強勢品牌”作為經營的主導方向; 就將“傾聽客戶、服務客戶”作為根本的經營定位;就將“科技經濟實力雄厚的上游生產企業、廣 大原代理商和終端用戶之間的溝通、息反饋”作為產品市場競爭力、打造強勢品牌的動力核心。
“乘風破浪會有時,直掛云帆濟滄海”勵精圖治、兢兢業業的“聊城眾順”人,有心、有決心、也有能力攜手廣大同仁揚帆出海,脫穎而出,迎接和諧、發展的新時代!



武恒金屬制品有限公司主要生產銷售各種材質:直縫焊管,焊接鋼管,Q25B焊管同時引進兩套熱擴管設備可出產規 格為¢325—¢720mm壁厚¢6—¢50mm大口徑厚壁無縫鋼管。您可加工訂做方管,矩管,離心鍛造厚壁無縫鋼管,大口徑直縫管(焊縫可磨平,可探傷)。為了更好的服務于新老客戶,本公司特開辦了上門送貨服務,并有專車貨運無縫鋼管、專人接送、歡迎廣大新老客戶前來洽商業務!本公司常年經銷成都鋼鐵集團、冶鋼集團、包鋼集團、寶鋼集團、鞍鋼集團、天津大無縫、無錫鋼廠、衡陽鋼廠、西寧特鋼、太鋼、武鋼、洪都、寶豐等國內各大鋼廠生產的優質無縫鋼管。
武恒金屬制品有限公司直縫埋弧焊管生產線,可生產 Φ 350-2400mm 、壁厚 6-80mm ,長度 2-12m 的焊管; 卷制鋼管生產車間主要生產管徑 Φ 400-5000mm 、壁厚 10-100mm 的焊管。熱擴鋼管生產車間可以生產直徑 140-820mm ,壁厚 6-60mm 內任意規格、任意長度的無縫鋼管,填補了鋼管行業的一大空白;其他兩大生產線可生產大口徑方形鋼管、矩形鋼管、錐形鋼管及非標鋼管。
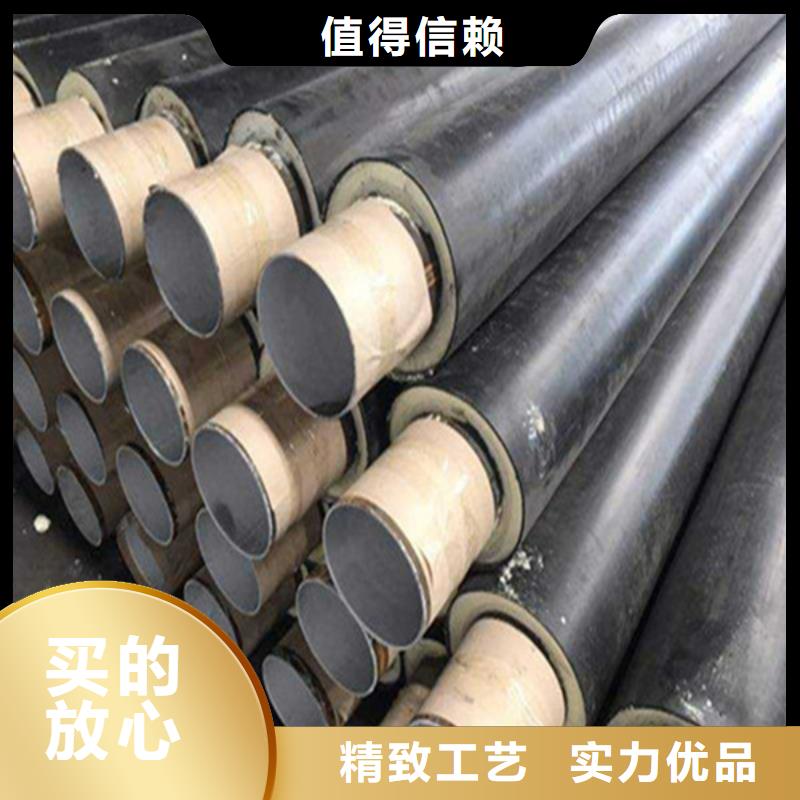
公司主要生產的產品:大口徑厚壁直縫埋弧焊管、方型管、矩形管、錐形管、非標鋼管、復合鋼管、無縫鋼管、水電鋼管、熱擴鋼管、熱擴無縫鋼管、大口徑鋼管、不銹鋼管、低合金及合金鋼管等。可按用戶要求加工定做,鋼管材質為: Q235B 、 Q345B 、 Q345C 、 Q345D 、 Q345QD (橋梁專用鋼管)、 15CrMo 、 30CrMo 、耐磨鋼管、 X46 、 X60 、 X70 系列等各種非標特殊型號的鋼管。


管節的材料、規格、壓力等級、加工質量應符合設計規定;管節表面應無斑痕、裂紋、嚴重銹蝕等缺陷;一節管不允許有兩條縱縫。
2碳鋼管道安裝前,管節應逐根測量、編號,宜選用管徑相差小的管節組對焊接。管道穿越道路時應相應增加鋼套管。
3下管前應先檢查管節的外防腐層,合格后方可下管。
4管節組成管段下管時,管段的長度、吊距,應根據管徑、壁厚、外防腐層材料的種類及下管方法確定。
5彎管起彎點至接口的距離不得小于管徑,且不得小于100mm。
6管節焊接采用的焊條應符合下列規定:
焊條的化學成分、機械強度應與へ母材相同且匹配,兼顧工作條件和工藝性; 焊 條質量應符合現行 標準《碳鋼焊條》、《低合金焊條》的規定;焊條應干燥;根據《現場設備、工業管道焊接工程施工及驗收規范》(GB50236-98)
7管節焊接前應先修口、清根,管端端面的坡口角度、鈍邊、間隙,應符合下表規定;不得在對口間隙夾焊幫條或用加熱法縮小間隙施焊。
8對口時應使內壁齊平,應當采用長300mm的直尺在接口內壁周圍順序貼靠,錯口的允許偏差應為0.2倍壁厚,且不得大于2mm。
9對口時焊縫的位置應符合下列規定:
直管段上兩對接焊口中心面間的距離,當公稱直徑大于或等于150mm時,不應小于150mm,當公稱直徑小于150mm時, 不應小于管子外徑。
管子對口時應在距接口中心200mm處測量平直度,當管子公稱直徑小于100mm時,允許偏差為1mm,當管子公稱直徑大于或等于100mm時,允許偏差為2mm。但全長允許偏差為10mm。
10管道上開孔應符合下列規定:
不得在干管的縱向、環向焊縫處開孔;管道上任何位置不得開方孔;不得在管節上或管件上開孔;直線管段不宜采用長度小于800mm的短節拼接。
11在惡劣環境下焊接應符合下列規定:
當工作環境的風力大于5級、雪天或相對濕度大于90%時,應采取保護措施施焊;焊接時,應使焊縫可自由伸縮,并應使焊口緩慢降溫。



