



想要探索紫銅管紫銅排精工細作品質優良的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:浙江杭州紫銅管紫銅排精工細作品質優良的圖文介紹
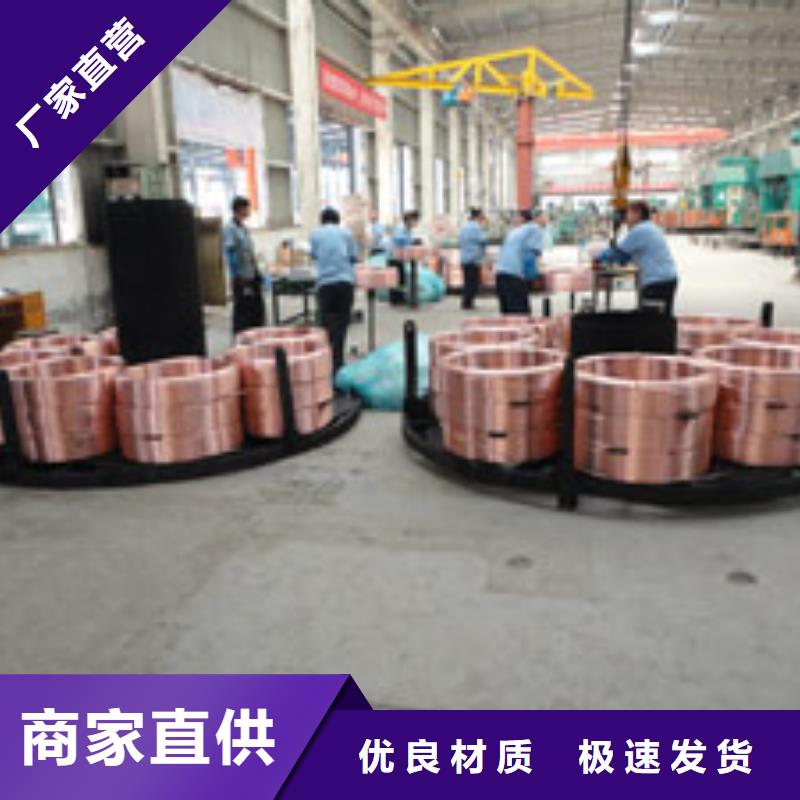
與我們合作,能提高您的效率,降低時間和人工成本,提高 紫銅排產量與質量,產品與企業形象,增強競爭力。 我們將以熱誠的服務,良好的 紫銅排產品質量,竭誠為廣大用戶走上致富之路。 辰昌盛通金屬材料(杭州市分公司)宗旨,以質量求生存,以服務求發展。


銅管處理:切管、喇叭口及杯形口制造、相關注意事項
銅管處理-切管
1.將整卷銅管置於帄面上壓帄銅管。 2.運用鋼尺丈量所需冷凍銅管之尺度。 3.以切管器堵截冷凍銅管。 4.銅管堵截后,以銼刀將管口銼帄,再以銅管 銑刀或鉸刀將內緣毛邊刮除乾凈。
銅管處理-喇叭口制造
1.將銅管正確置於夾管砧板中,使銅管顯露砧板約45度斜角高度的1/3。 2.固定銅管於砧板上,旋緊夾管砧板上的螺絲。 3.將喇叭口擴管器裝置於砧板上。 4.旋轉喇叭口擴管器把手,直到喇叭口沖桿將 銅管緊壓在砧板上之斜面上。 5.旋出喇叭口擴管器,放松夾管砧板上的螺絲,取出銅管即可。
喇叭口制造-注意事項
銅管毛邊必須刮除乾凈,不得有裂縫及傾斜現象。將喇叭口螺帽套入銅管,查看能否旋轉自若,并能與喇叭口接頭密合。制造喇叭口之前應先檢視銅管另一端可有曲折、變型、焊接或接頭,若有則應先行套入喇叭口螺帽,不然等喇叭口制造完成后,則無法套入螺帽。
銅管處理-杯形口制造
1.運用切管器將銅管切取二段后,再用銼刀或銑刀修整器去除銅管毛邊。 2.將銅管置於砧板上,銅管顯露砧板之高度約等於沖桿由底部至斜面高度,然后固定銅管夾緊砧板。 3.挑選與銅管管徑相同之沖桿,將沖桿套入銅管 中。 4.左手持沖桿,右手持榔頭,筆直敲擊沖桿,每擊打一次左手即旋轉一次沖桿,使其松動,然后再擊打沖桿,直到沖桿打入管內停止。5.取出擴管沖及放松夾管砧板上的螺絲,取出 銅管。 6.運用砂紙、鋼絲刷及抹布清潔銅管,并查看擴管處是否有裂縫、壓扁或變形。 7.將另一段未擴管銅管套入擴管部份,查看其松緊程度。 8.查看杯型口之長度是否等於套入銅管之管徑。
杯形口制造-注意事項
1.不得在銅管曲折處擴杯型口,避免杯型口不正而影響銅管之刺進。 2.不要在喇叭口鄰近制造杯型口,避免杯型口焊接后影響喇叭口密合強度。 3.不行在運用尖嘴鉗使管口擴展,如此銅管強度減低,并且無法與刺進之銅管密合。4.不行只作簡略之喇叭口替代杯型口,由于接合強度缺乏并且密合不良。
銅管處理-切管
1.將整卷銅管置於帄面上壓帄銅管。 2.運用鋼尺丈量所需冷凍銅管之尺度。 3.以切管器堵截冷凍銅管。 4.銅管堵截后,以銼刀將管口銼帄,再以銅管 銑刀或鉸刀將內緣毛邊刮除乾凈。
銅管處理-喇叭口制造
1.將銅管正確置於夾管砧板中,使銅管顯露砧板約45度斜角高度的1/3。 2.固定銅管於砧板上,旋緊夾管砧板上的螺絲。 3.將喇叭口擴管器裝置於砧板上。 4.旋轉喇叭口擴管器把手,直到喇叭口沖桿將 銅管緊壓在砧板上之斜面上。 5.旋出喇叭口擴管器,放松夾管砧板上的螺絲,取出銅管即可。
喇叭口制造-注意事項
銅管毛邊必須刮除乾凈,不得有裂縫及傾斜現象。將喇叭口螺帽套入銅管,查看能否旋轉自若,并能與喇叭口接頭密合。制造喇叭口之前應先檢視銅管另一端可有曲折、變型、焊接或接頭,若有則應先行套入喇叭口螺帽,不然等喇叭口制造完成后,則無法套入螺帽。
銅管處理-杯形口制造
1.運用切管器將銅管切取二段后,再用銼刀或銑刀修整器去除銅管毛邊。 2.將銅管置於砧板上,銅管顯露砧板之高度約等於沖桿由底部至斜面高度,然后固定銅管夾緊砧板。 3.挑選與銅管管徑相同之沖桿,將沖桿套入銅管 中。 4.左手持沖桿,右手持榔頭,筆直敲擊沖桿,每擊打一次左手即旋轉一次沖桿,使其松動,然后再擊打沖桿,直到沖桿打入管內停止。5.取出擴管沖及放松夾管砧板上的螺絲,取出 銅管。 6.運用砂紙、鋼絲刷及抹布清潔銅管,并查看擴管處是否有裂縫、壓扁或變形。 7.將另一段未擴管銅管套入擴管部份,查看其松緊程度。 8.查看杯型口之長度是否等於套入銅管之管徑。
杯形口制造-注意事項
1.不得在銅管曲折處擴杯型口,避免杯型口不正而影響銅管之刺進。 2.不要在喇叭口鄰近制造杯型口,避免杯型口焊接后影響喇叭口密合強度。 3.不行在運用尖嘴鉗使管口擴展,如此銅管強度減低,并且無法與刺進之銅管密合。4.不行只作簡略之喇叭口替代杯型口,由于接合強度缺乏并且密合不良。



銅管質地堅硬,不易腐蝕,且耐高溫、耐高壓,可在多種環境中使用。與此相比,許多其他管材的缺點顯而易見,比如過去住宅中多用的鍍鋅鋼管,極易銹蝕,使用時間不長就會出現自來水發黃、水流變小等問題。還有些材料在高溫下的強度會迅速降低,用于熱水管時會產生不隱患,而銅的熔點高達攝氏1083度,熱水系統的溫度對銅管不足道。 考古學家在埃及金字塔內發現了距今4500年前的銅水管,至今還能使用。
重量較輕,導熱性好,低溫強度高。常用于制造換熱設備(如冷凝器等)。也用于制氧設備中裝配低溫管路。直徑小的銅管常用于輸送有壓力的液體(如潤滑系統、油壓系統等)和用作儀表的測壓管等。具備堅固、耐腐蝕的特性,而成為現代承包商在所有住宅商品房的自來水管道、供熱、制冷管道安裝的。



方管(紫、黃)
常用的銅管可以分為以下幾種類型:
銅冷凝管、結晶器銅管、空調銅管,各種擠制、拉制(反擠)紫銅管、鐵白銅管、黃銅管、青銅管、白銅管 、鈹銅管、鎢銅管、磷青銅管、鋁青銅管、錫青銅管、進口紅銅管等。
薄壁銅管、毛細銅管、五金銅管、異型銅管、小銅管、筆銅管、筆銅管等;
根據用戶需要,按圖紙加工生產方型、矩形結晶器銅管,及D型銅管、偏心銅管等。就銅管而言,價位高是它的 缺點,是目前水管,通常采用焊接工藝安裝之后會終身不漏水,甚至有說法銅還有一定的殺菌作用,北京的協和醫院就是用的銅管,已經有70多年了,應該是值得賴的。目前國內知名的銅管廠家的水路改造費用全包價格4分管算下來多不過70元每米,很多情況下都是50多每米,所以一般還是可以接受的。至于有人說銅管散熱快, 一般廠家都會注意這個問題,會保證銅管的保溫性,比如加塑料保溫膜等。銅管、PPR、鋁塑管、鍍鋅管、鋼管等等,都可以作為上水管,如果非要拿不同類別的水管做比較是沒有意義的,原則是如果你能承受銅管的價格,當然選擇銅管。
銅管接口處連接主要取決于施工的工藝水平,對施工質量要求較高
常用的銅管可以分為以下幾種類型:
銅冷凝管、結晶器銅管、空調銅管,各種擠制、拉制(反擠)紫銅管、鐵白銅管、黃銅管、青銅管、白銅管 、鈹銅管、鎢銅管、磷青銅管、鋁青銅管、錫青銅管、進口紅銅管等。
薄壁銅管、毛細銅管、五金銅管、異型銅管、小銅管、筆銅管、筆銅管等;
根據用戶需要,按圖紙加工生產方型、矩形結晶器銅管,及D型銅管、偏心銅管等。就銅管而言,價位高是它的 缺點,是目前水管,通常采用焊接工藝安裝之后會終身不漏水,甚至有說法銅還有一定的殺菌作用,北京的協和醫院就是用的銅管,已經有70多年了,應該是值得賴的。目前國內知名的銅管廠家的水路改造費用全包價格4分管算下來多不過70元每米,很多情況下都是50多每米,所以一般還是可以接受的。至于有人說銅管散熱快, 一般廠家都會注意這個問題,會保證銅管的保溫性,比如加塑料保溫膜等。銅管、PPR、鋁塑管、鍍鋅管、鋼管等等,都可以作為上水管,如果非要拿不同類別的水管做比較是沒有意義的,原則是如果你能承受銅管的價格,當然選擇銅管。
銅管接口處連接主要取決于施工的工藝水平,對施工質量要求較高


質量要求
銅管焊接裝置施工應遵從現行《暖衛工程施工查驗規范》 GBJ82----242《工業管道焊接工程施工查驗規范》GBJ236----82,《暖衛工程查驗鑒定標準》中鋼管的有關規則。
11.2 查驗
1)管道體系應依據工程性質和特色進行自檢,中間查驗和竣工查驗。暗裝,管道在蔭蔽之前,整個體系裝置完畢應進行嚴厲的水壓實驗。 2)實驗壓力為管道體系規劃作業壓力的 1.5 倍,但不得小于 0.9Mpa。 3)水壓實驗之前應對試壓管道采納有用的固定保護辦法,但接頭部位應明露。 4)水壓實驗合格并做好記載后方可按土建工序施工。 5)水壓實驗過程:
a)將試壓管段各配水點封堵,緩慢灌水,灌水過程中一起將管內氣體掃除。 b)管道體系充溢水后,進行水密性查看。 c)對體系加壓,加壓宜選用手動泵緩慢升壓,升壓時刻不該小于 10 分鐘。 d)升至規則的實驗壓力后,中止加壓,穩壓1 小時,調查接點部 位有否漏水。 e)穩壓 1 小時后,再補壓到規則的實驗壓力值,15 分鐘,壓力下降不超越0.05Mpa 為合格。 f)管段分段試壓合格后,進行體系試壓,加壓至實驗壓力,繼續 3 小時,壓力不低于0.6Mpa,且體系無滲漏現象為合格。g)管道體系試壓后,發現滲漏水或壓力下降超越規則值時,應查看管道體系,及時進行掃除,掃除后再按以上過程從頭試壓,直到契合要求。
銅管焊接裝置施工應遵從現行《暖衛工程施工查驗規范》 GBJ82----242《工業管道焊接工程施工查驗規范》GBJ236----82,《暖衛工程查驗鑒定標準》中鋼管的有關規則。
11.2 查驗
1)管道體系應依據工程性質和特色進行自檢,中間查驗和竣工查驗。暗裝,管道在蔭蔽之前,整個體系裝置完畢應進行嚴厲的水壓實驗。 2)實驗壓力為管道體系規劃作業壓力的 1.5 倍,但不得小于 0.9Mpa。 3)水壓實驗之前應對試壓管道采納有用的固定保護辦法,但接頭部位應明露。 4)水壓實驗合格并做好記載后方可按土建工序施工。 5)水壓實驗過程:
a)將試壓管段各配水點封堵,緩慢灌水,灌水過程中一起將管內氣體掃除。 b)管道體系充溢水后,進行水密性查看。 c)對體系加壓,加壓宜選用手動泵緩慢升壓,升壓時刻不該小于 10 分鐘。 d)升至規則的實驗壓力后,中止加壓,穩壓1 小時,調查接點部 位有否漏水。 e)穩壓 1 小時后,再補壓到規則的實驗壓力值,15 分鐘,壓力下降不超越0.05Mpa 為合格。 f)管段分段試壓合格后,進行體系試壓,加壓至實驗壓力,繼續 3 小時,壓力不低于0.6Mpa,且體系無滲漏現象為合格。g)管道體系試壓后,發現滲漏水或壓力下降超越規則值時,應查看管道體系,及時進行掃除,掃除后再按以上過程從頭試壓,直到契合要求。



