13863560558




更新時間:2025-02-10 00:39:46 瀏覽次數:5 公司名稱:聊城 龍麗金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |




龍麗金屬材料有限公司
龍麗金屬材料有限公司遵循誠信經營,貨真價實,優質服務的宗旨,贏得了用戶,拓展了市場,建立了廣泛的 浙江杭州精拉光亮管銷售網絡,具有一定的認知度。
我公司可根據客戶要求定制 浙江杭州精拉光亮管,交貨期短,送貨快,我們以低的利潤、好的質量、快的速度來贏得您的信賴,達到“互惠雙贏”!


精密鋼管的冷拔
拔制管材的各種常規方法如圖1所示。
(1)無芯棒拔管,用于只減小管子外徑。
(2)不動短芯棒拔管,用于同時減小管子外徑和壁厚;這種方法由于芯棒固定,且使用固定外模,摩擦阻力大,拔制力大,道次變形量小;優點是拔制方法簡單,故被廣泛應用。
(3)浮動芯棒拔管,常用于卷筒拔管,能生產很長的管子(100m以上)。浮動芯棒拔制時拔制力較小,可提高道次變形量;由于不存在拉桿的限制,可帶芯棒拔制直徑很小的管子。
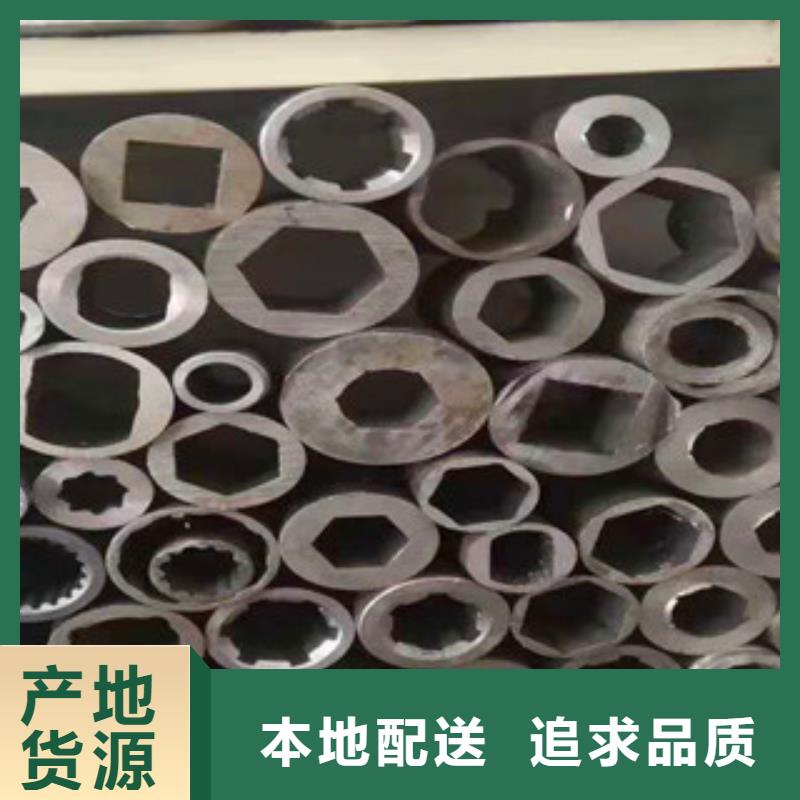
(4)長芯棒拔管,拔管時由于芯棒同管子一起運動,基本上了芯捧上的摩擦阻力,因而可降低拔制力和增加道次變形量;芯棒運動還可降低管子內表面粗糙度;長芯棒拔管的缺點是對芯棒要求嚴格,且拔后要脫棒。脫棒的方法有兩種:一種是在斜軋機上將管子和芯棒一起展軋,使管子少量擴徑,之后在抽棒機上將芯棒抽出;另一種是利用雙模拔制來進行抽芯棒前的擴徑(見圖2),后一個模子是附加模,通過附加模時管壁只有很小的變形量,管子直徑稍有擴大,可降低脫棒時的脫棒力;也可用兩個四輥滾模進行展軋脫棒。
(5)擴徑拔管,管子壁厚減小,直徑增大,管長有些縮短;擴徑拔管時,管子固定不動而拉桿帶動芯棒從管內通過。



在多機架的減徑機中對空心荒管進行的不帶芯棒、不帶張力的連軋工序,目的是獲得小直徑的長管材,以擴大產品規格和提高機組生產能力。無張力減徑機和縱軋定徑機(見管材定徑)相同,但減徑機的機架數目多達15~22架。
減徑機軋制空心荒管的過程如圖1所示。管子喂入軋輥后與孔型側壁abcd四點接觸,之后產生壓扁變形。壓扁變形是指管子截面積不變化,僅形狀由圓變為橢圓,屬于塑性彎曲。到管子與孔型壁相接觸時壓扁停止,減徑變形開始,直至管子離開變形區。無張力減徑機每架變形量較小,一般延伸系數不超過1.03~1.055。軋制薄壁管時變形過大會產生軋折缺陷。(圖2)
經無張力減徑后管壁要增厚,減徑前后的壁厚關系可用以下經驗公式確定:
對于壁厚小于15mm的成品管
S0=S[1-0.0044(D0-D)]
對于壁厚大于15mm的成品管
S0=S-(D0-D)/14.9
式中D0、D分別為減徑前后管子的直徑;S0、S分別為減徑前后的壁厚。用上式求出的壁厚變化值含有平均值的意義,因為實際壁厚變化沿孔型周邊的分布是不均勻的,如圖3所示。由圖3可見,增厚值以輥縫處(Ⅲ一Ⅲ截面) ,孔型頂部(I—I截面)小,在45。方向(Ⅱ一Ⅱ截面)次之。由于減徑機為連軋機,成品管終的壁增厚由各架累積而成,累積后壁厚分布是45。方向處壁厚小。(見圖4)



工程上所說的“公斤”是簡稱,實際是“公斤/平方厘米”。
2、1公斤/平方厘米=0.1兆帕。
3、“公斤/平方厘米”和“兆帕”、“千帕”、“帕”都可以用作壓強單位,用來表示壓力容器或管道中氣體、液體的壓強(就是本問題的情況)。
4、也可以用來表示材料(如鋼材)的應力,即材料的單位截面積承受的
