


聯(lián)系我們

數(shù)控鋼筋剪切生產(chǎn)線性價比高
更新時間:2025-01-27 04:36:04 瀏覽次數(shù):19 公司名稱:許昌 建貿(mào)機械 有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 18000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 優(yōu)級 |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMGSX-500 |
| 發(fā)貨城市 | 長葛 |
| 產(chǎn)品產(chǎn)地 | 河南 |
| 可售賣地 | 全國 |
| 型號 | GB4240 |
| 功率 | 4kw |
| 名稱 | 金屬帶鋸床 |
| 材質 | 金屬 |
| 品牌 | 河南建貿(mào)機械 |




,液壓油夾油缸左邊,右邊液壓油回油箱,左鉗向工件。
鋸梁下降按工作按鉗,液壓油通過電磁閥升降油缸有桿腔;無桿腔液壓油通過電磁閥,單向調速閥回油箱。鋸梁快降按下降按鈕,液壓通過電磁閥工作,油升降油缸有桿腔,無桿腔油通過電磁閥回油箱。鋸梁上升按上升按鈕,液壓油通過電磁閥升降油缸的無桿腔;有桿腔油經(jīng)過電磁閥回油箱。工件松開按鉗松按鈕,液壓油通過電磁閥油缸右邊;左邊液壓油能過電磁閥回油箱,左鉗口向左運動工件松開。
杜絕采取加深鉆孔深度的代替清孔。鋼筋籠要對中。首澆砼量的問題。首澆砼埋管深度不得小于~m。埋管深度不管灌注如何順利,好不超過m,多放寬至m。砼灌注標高控制到設計標高m以上。
控鋼筋剪切生產(chǎn)線性價比高")
所售的機床均為,并由滕州國威數(shù)控機床為你提供產(chǎn)品的售后服務。滕州國威數(shù)控機床品牌所有產(chǎn)品均享受一年的產(chǎn)品質量保障。我單位的設備出廠產(chǎn)品按照 標準,行業(yè)標準 ,確保產(chǎn)品運行的可靠性,穩(wěn)定性,性及各項精度。
產(chǎn)品質保期,按照 相關規(guī)定和合同雙方要求的質保期執(zhí)行。質保期為十二個月。在遇有問題接到用戶通知后及時維修處理。質保期內(nèi)免費維修,質保期滿后以同樣的速度做出反應并及時維修處理,只收成本費。對于用戶有對產(chǎn)品的安裝、調試、培訓有需要的提前說明,我們滕州國威數(shù)控機床提供現(xiàn)場技術支持。產(chǎn)品如需改裝,升級的我們會配合協(xié)助用戶的工作。
保證:在上售賣的機床均為,并由滕州國威數(shù)控機床為您購買的每一款液壓機進行承保。
關于銑床配件:如非特別說明,臥式銑床類商品圖片中的立銑頭、分度頭等配件均為拍攝搭配之用,不包含在所售商品中。
金屬帶鋸床的保養(yǎng)如何做好
為維持鋸床的良好狀態(tài),需要對金屬帶鋸床定期做維護。每日工作完畢后,將聚集于機器上的鐵屑干凈。使鋸帶停止轉動,打開冷卻水開關,利用冷卻水噴槍清洗工作臺。完畢后,將鋸降到下方的位置。
一、每日的保養(yǎng)操作金屬帶鋸床前,依據(jù)下列程序進行檢查:1.檢查液壓油表,液壓油量是否超過L紅線?當液壓油低于L紅線時,就需要加入適量的32號抗磨液壓油,過紅線上即可;2.檢查冷卻液水表,是否超過紅線,寧波金屬帶鋸床,當冷卻水低于L紅線時,需要加入適當?shù)睦鋮s水液;3.檢查鋸帶是否位于左右鋸帶輪上與前后鎢鋼導片之間;4.檢查鋼絲刷是否位于鋸齒根部;5.對床臺活動鉗導軌加機械油;6.對送料床臺浮動鉗導軌加機械油。
二、每月的保養(yǎng)
1.張力滑塊注油嘴用油槍注入潤滑脂
2.被動輪注油嘴用油槍注入潤滑脂
3.主動輪注油嘴用油槍注入潤滑脂
4.鋼刷傳動座注油嘴用油槍注入潤滑脂
5.齒輪箱2個注油嘴用油槍注入潤滑脂
三、六個月的保養(yǎng)
新金屬帶鋸床在***使用6個月,為使鋸床保持良好運行狀態(tài),請更換:齒輪箱內(nèi)齒輪油和液壓油箱液壓油。
四、每年的保養(yǎng)
金屬帶鋸床在使用一年,為使鋸床保持良好運行狀態(tài),請更換:齒輪箱內(nèi)齒輪油和液壓油箱液壓油。
控鋼筋剪切生產(chǎn)線性價比高")
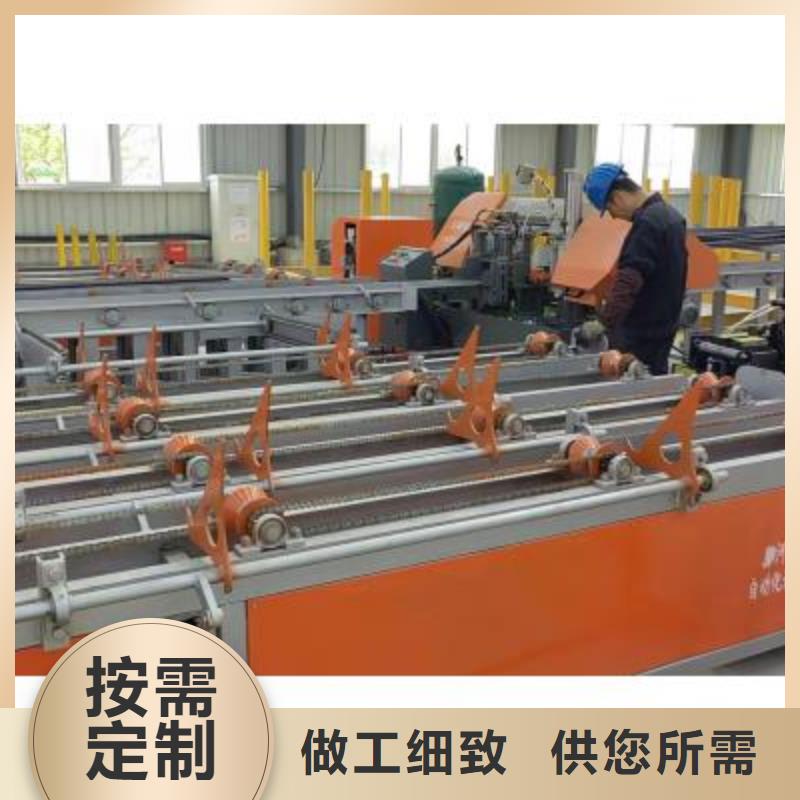
杭州鋼筋鋸切套絲生產(chǎn)線實現(xiàn)了自動化生產(chǎn),提高了套絲生產(chǎn)設備的自動化程度并減少勞動力。節(jié)約場地:套絲設備可與鋼筋剪切鋸切設備連接,鋼筋通過裁剪設備將鋼筋裁剪到規(guī)定長度后直接進入套絲設備,不需要占用場地存放鋼筋。減少人工:該設備操作人員只需要一個人就可完成操作,無需吊裝和搬運線體直接運輸。效率:短時間實現(xiàn)從原材料到兩端套絲半成品。保證品質:上下工序緊密銜接,及時發(fā)現(xiàn)異常并糾正。操作簡單:設備配備人性化的操作程序,可選擇性作業(yè),同時這兩個部套可以拆分開做為獨立設備單獨使用。鋸切套絲打磨生產(chǎn)線產(chǎn)品介紹:鋼筋鋸切 墩粗 套絲 打磨工藝實現(xiàn)了自動化生產(chǎn),提高了套絲生產(chǎn)設備的自動化程度并減少勞動力。采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料, 套絲方便。通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之 間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。
常呈現(xiàn)的維修誤區(qū)
毛病未定位盲目的拆開設備。一些修補人員因為對帶鋸床結構、原理不清楚,不仔細分析毛病原因,不能判別毛病部位,憑著 大約、差不多的思維盲目對機械大拆大卸,成果不光原毛病未掃除,并且因為修補技能和工藝較差,又呈現(xiàn)新的問題。 當數(shù)控機床呈現(xiàn)毛病后,要經(jīng)過檢測設備進行檢測,如無檢測設備,可經(jīng)過問、看、查、試等傳統(tǒng)的毛病判別辦法和手法,結合其結構和作業(yè)原理,斷定可能發(fā)作毛病的部位。在斷定毛病時,一般常用掃除法和比較法,依照從簡略到復雜、先表面后內(nèi)部、先總成再部件的次序進行,切忌;不問青紅皂白,盲目大拆大卸。
控鋼筋剪切生產(chǎn)線性價比高")