

想要真正了解PE燃氣管塑料管PE管快速報價產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
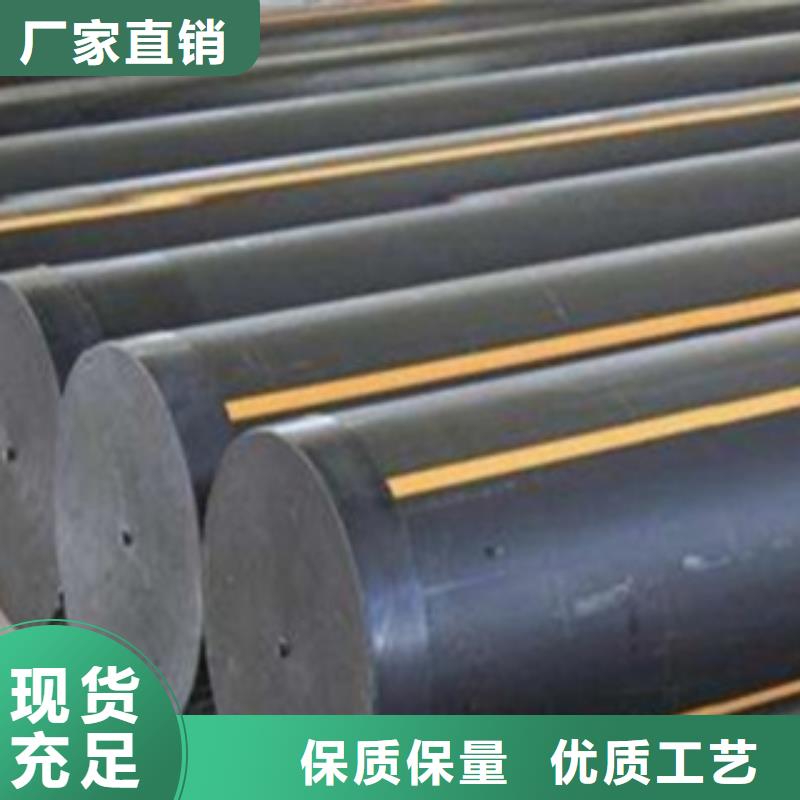
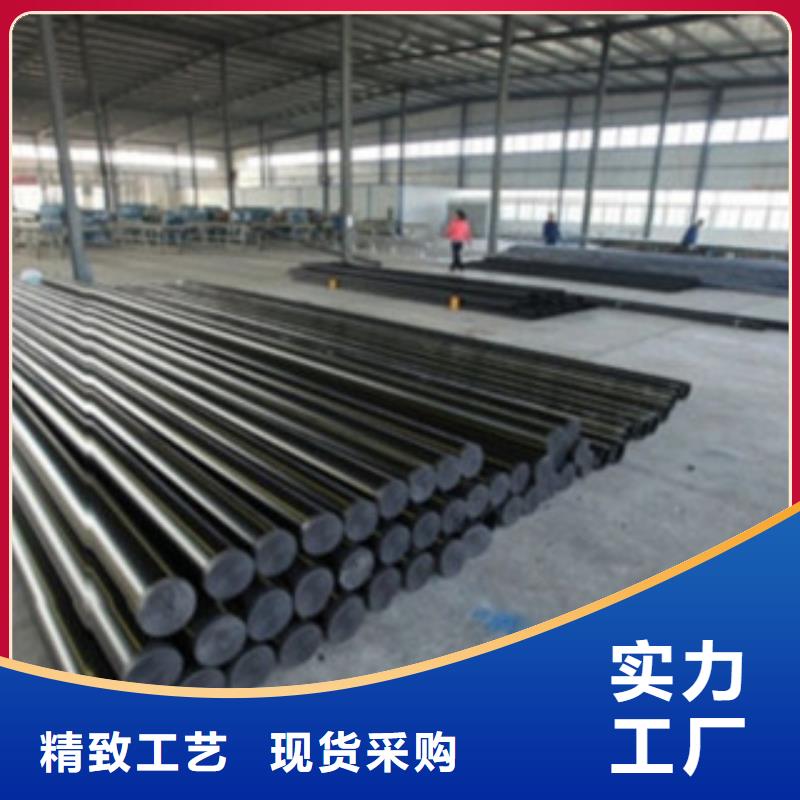
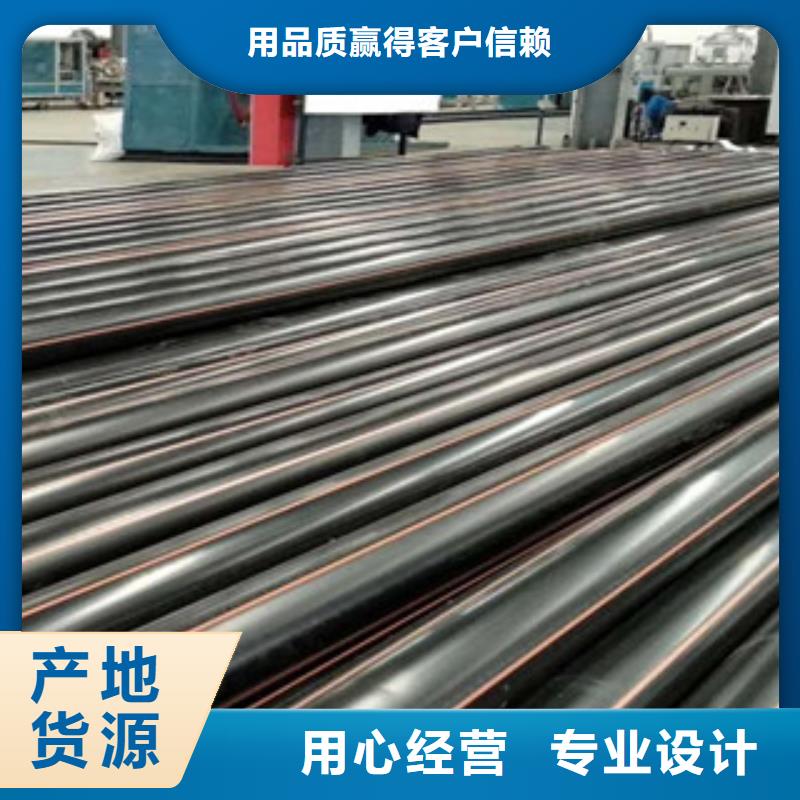
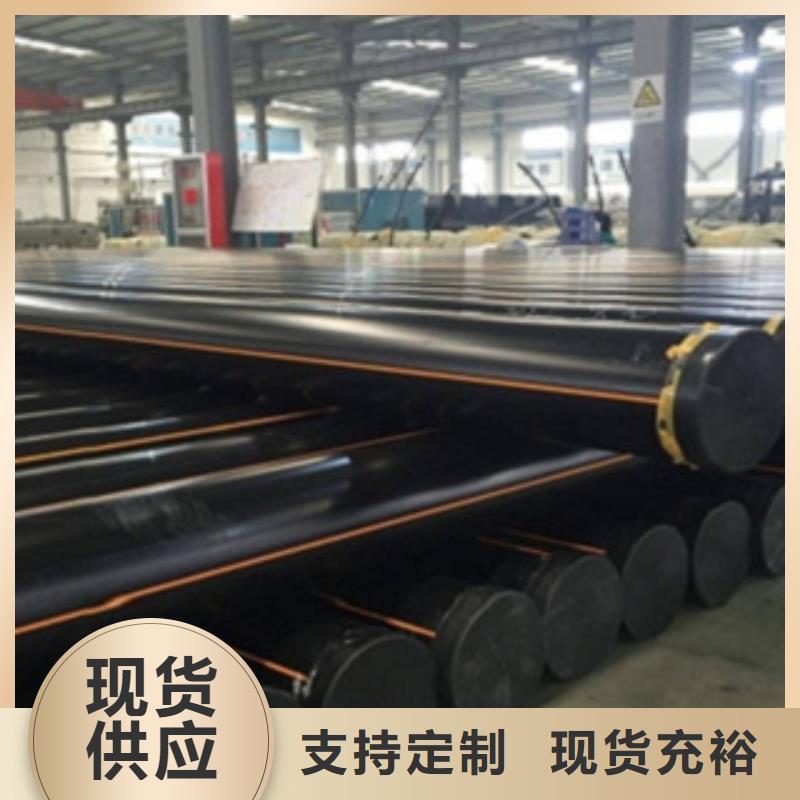
以下是:PE燃氣管塑料管PE管快速報價的圖文介紹


對其抽真空或者對其充入氮氣,從而避免管件的電熱絲受到污染或者產生氧化問題而影響質量。第二,使用前必須用萬用表測量,確認電阻絲、接線柱及整個管件的線路是連通的。在電熔套筒連接這一施工中,其管材在插入時必須與套筒中位隔相接觸,并且一定要到位。通常要做到這一點,需要在管材上對其進行劃線,予以一定的準確性。而對于電熔鞍形連接施工,則需要關注其施工夾具在實際施工中的正確使用方法。第三,在電熔焊接施工中,特別是采取電熔套筒連接方式時,很多情況下都是在溝下進行作業。因此,我們一定要注意管材插入套筒的時候,務必保持其自然平直,從而避免應力的發生。現在很多焊接問題都是這一原因導致的,必須給予足夠重視。第四,在焊接前要將插入部分的管材表面的氧化皮刮掉。
否則將影響焊接質量。第五,性能檢測,同熱熔對接一樣,在正式施工前,應焊接幾個樣品進行性能檢測,樣品包括電熔套筒,電熔彎頭,電熔三通等,經檢測各項性能指標均能達到 標準要求方能正式施工。4.2電熔焊接接口的質量檢驗這一方面的質量檢驗有兩種,即外觀上的檢驗以及破壞性試驗。4.2.1外觀上的檢驗 ,要確認其接口周圍是否存在顯著的刮削痕跡問題;第二,確認電熔管件是否處在定位線的中間位置上;第三,確認熔合指示針是否已經升起,通常升起的高度不低于2毫米。第四,確認管件的兩端是否存在熔解膠料的流出現象。4.2.2破壞性試驗這一試驗就是指對電熔接口進行壓扁試驗。 ,對管道或者配件的接口以及兩邊長大概為300毫米的管道進行垂直分割。
形成兩個部分;第二,把其中分割出來的一部分管道橫放在臺鉗之上;第三,使用臺鉗對管道進行壓扁,一直到兩邊內壁出現緊貼現象,持續10min;第四,對熔合接面進行檢查,確保其沒有出現裂縫問題。5PE燃氣管焊接質量有效管控的其他建議不管PE燃氣管采用哪一種焊接方式,都需要對工作人員進行培訓,確保其持證上崗。在施工之前,必須評定PE燃氣管道焊接工藝。在焊接中需要使用的有關管件管材、焊接機具等,應該保持干爽。同時,焊接端口要保持平整清潔,已經刮削應用在焊接中的連接面也需要確保沒有受到污染。如果PE管件的聚乙烯制造原料的級別與熔體流動速率并不一致,在標準尺寸比也不一致的情況下,在PE燃氣管道連接施工中,都應該采取電熔連接這一方式。
否則將影響焊接質量。第五,性能檢測,同熱熔對接一樣,在正式施工前,應焊接幾個樣品進行性能檢測,樣品包括電熔套筒,電熔彎頭,電熔三通等,經檢測各項性能指標均能達到 標準要求方能正式施工。4.2電熔焊接接口的質量檢驗這一方面的質量檢驗有兩種,即外觀上的檢驗以及破壞性試驗。4.2.1外觀上的檢驗 ,要確認其接口周圍是否存在顯著的刮削痕跡問題;第二,確認電熔管件是否處在定位線的中間位置上;第三,確認熔合指示針是否已經升起,通常升起的高度不低于2毫米。第四,確認管件的兩端是否存在熔解膠料的流出現象。4.2.2破壞性試驗這一試驗就是指對電熔接口進行壓扁試驗。 ,對管道或者配件的接口以及兩邊長大概為300毫米的管道進行垂直分割。
形成兩個部分;第二,把其中分割出來的一部分管道橫放在臺鉗之上;第三,使用臺鉗對管道進行壓扁,一直到兩邊內壁出現緊貼現象,持續10min;第四,對熔合接面進行檢查,確保其沒有出現裂縫問題。5PE燃氣管焊接質量有效管控的其他建議不管PE燃氣管采用哪一種焊接方式,都需要對工作人員進行培訓,確保其持證上崗。在施工之前,必須評定PE燃氣管道焊接工藝。在焊接中需要使用的有關管件管材、焊接機具等,應該保持干爽。同時,焊接端口要保持平整清潔,已經刮削應用在焊接中的連接面也需要確保沒有受到污染。如果PE管件的聚乙烯制造原料的級別與熔體流動速率并不一致,在標準尺寸比也不一致的情況下,在PE燃氣管道連接施工中,都應該采取電熔連接這一方式。



潤星電力管材有限公司專注(河北邯鄲) 本地 河北邯鄲PVC-C電力管行業多余年,公司自成立以來以實力占領市場、以誠信爭取客戶、以口碑樹立信譽,從而使公司不斷成長壯大社會知名度不斷提高,在同行業中占有重要地位。
經營理念
我們公司一直以來都秉承“誠信為本用心服務”的合作經營理念,與客戶一起攜手并進,堅持不懈的努力、樹立開放思維,設立合作共贏戰略,整合公司所有的可利用資源為合作伙伴提供更多的支持和幫助,與合作伙伴共同分享市場成功營銷經驗及市場策略,讓客戶獲得更多、更大的市場資源,從而實現合作共贏!
在未來,我們將繼續努力,以不斷創新為核心,加強人員隊伍的建設,結合各資源,把公司的品牌推向!

管道系統應分段進行強度試驗,試驗管段長度不宜超過1km。(二)、強度試驗用壓力計應在校驗有效期內,其量程應為試驗壓力的1.5~2倍,其精度不得低于1.5級。(三)、強度試驗壓力應為設計壓力的1.5倍,1SDR11聚乙烯管道不應小于0.40MPa;2SDR17.6聚乙烯管道不應小于0.20MPa;3鋼骨架聚乙烯復合管道不應小于0.40MPa。(四)、進行強度試驗時,壓力應逐步緩升,首先升至試驗壓力的50%,進行初檢,如無泄漏和異常現象,繼續緩慢升壓至試驗壓力。達到試驗壓力后,宜穩壓1h后,觀察壓力計不應少于30min,無明顯壓力降為合格。(五)、經分段試壓合格的管段相互連接的接頭,經外觀檢驗合格后,可不再進行強度試驗。聚乙烯管道和鋼骨架聚乙烯復合管道密性試驗按 現行標準《城鎮燃氣輸配工程施工及驗收規范》CJJ33規定的密性試驗要求執行。(一)、聚乙烯管道和鋼骨架聚乙烯復合管道工程竣工驗收按 現行標準《城鎮燃氣輸配工程施工及驗收規范》CJJ33規定的工程竣工驗收要求執行。
安裝好PE燃氣管后,一定要妥善的保護,千萬不要私自的動、砸、壓、拆、碰燃氣管,以確保燃氣管不被損壞。燃氣管道不可以將其埋入墻體內,并且不能離地面小于10cm。千萬不要自己拆裝熱水器和燃氣管線,一定要由燃氣公司的專業技術人員前來安裝,這樣才能保證。要是室內的管線已經帶氣,并且發現室內燃氣泄漏的話,首先要做的是關閉表前燃氣閥門,把門窗打開來通風,一定要禁止開啟電器開關的所有有可能引發火花的行為。切記不要把燃氣管密封,特別是整個樓棟的總閥和各用戶家中的燃氣表,如需裝飾可做成活門柜或留通風孔,要預留足夠空間以便維修和安檢。
想必大家對PE燃氣管各方面都有一定的了解了,還有一些比較深入的問題需要跟大家討論一下,今天的內容是有關PE燃氣管的機械連接,希望大家可以認真看一下。機械連接包括卡箍式連接和卡壓式連接兩種。盡管PE燃氣管系統主要采用水熔連接和電熔連接,但是在某些應用場合PE燃氣管道系統采用機械更方便、更經濟,例如在PE燃氣管道系統的修理中,有時不方便或不可能采用熱熔連接或電熔連接,如在地坑中修理被損壞的埋地管道,現場條件不可能保證連接處無水,又如需要在野外連接少量大直徑管道時,采用熱熔連接需要專用設備可能很不經濟,還有,在需要把PE燃氣管道和其它管道連接時,也需要采用機械連接。
在PE燃氣管道中,COG管道與N2管道水平凈距不小于150mm,N2管道與H2管道間距不小于250mm。?PE燃氣管道、PE燃氣管件、閥門等在安裝過程中及安裝后應采取有效措施,防止鐵屑、焊渣、砂土及其雜物進入或遺留在管內,并進行檢查。PE燃氣管道連接時,不得用強力對口,加偏墊或加多層墊等方法來接口端面的空隙、偏斜、錯口或不同心等缺陷。焦爐煤氣、混合煤氣PE燃氣管道法蘭兩側進行跨接,其跨接電阻小于10歐母。所有PE燃氣管道放散管均沿著廠房布置,且放散管口高于廠房4米左右或按實際情況由設計人員確認。
安裝好PE燃氣管后,一定要妥善的保護,千萬不要私自的動、砸、壓、拆、碰燃氣管,以確保燃氣管不被損壞。燃氣管道不可以將其埋入墻體內,并且不能離地面小于10cm。千萬不要自己拆裝熱水器和燃氣管線,一定要由燃氣公司的專業技術人員前來安裝,這樣才能保證。要是室內的管線已經帶氣,并且發現室內燃氣泄漏的話,首先要做的是關閉表前燃氣閥門,把門窗打開來通風,一定要禁止開啟電器開關的所有有可能引發火花的行為。切記不要把燃氣管密封,特別是整個樓棟的總閥和各用戶家中的燃氣表,如需裝飾可做成活門柜或留通風孔,要預留足夠空間以便維修和安檢。
想必大家對PE燃氣管各方面都有一定的了解了,還有一些比較深入的問題需要跟大家討論一下,今天的內容是有關PE燃氣管的機械連接,希望大家可以認真看一下。機械連接包括卡箍式連接和卡壓式連接兩種。盡管PE燃氣管系統主要采用水熔連接和電熔連接,但是在某些應用場合PE燃氣管道系統采用機械更方便、更經濟,例如在PE燃氣管道系統的修理中,有時不方便或不可能采用熱熔連接或電熔連接,如在地坑中修理被損壞的埋地管道,現場條件不可能保證連接處無水,又如需要在野外連接少量大直徑管道時,采用熱熔連接需要專用設備可能很不經濟,還有,在需要把PE燃氣管道和其它管道連接時,也需要采用機械連接。
在PE燃氣管道中,COG管道與N2管道水平凈距不小于150mm,N2管道與H2管道間距不小于250mm。?PE燃氣管道、PE燃氣管件、閥門等在安裝過程中及安裝后應采取有效措施,防止鐵屑、焊渣、砂土及其雜物進入或遺留在管內,并進行檢查。PE燃氣管道連接時,不得用強力對口,加偏墊或加多層墊等方法來接口端面的空隙、偏斜、錯口或不同心等缺陷。焦爐煤氣、混合煤氣PE燃氣管道法蘭兩側進行跨接,其跨接電阻小于10歐母。所有PE燃氣管道放散管均沿著廠房布置,且放散管口高于廠房4米左右或按實際情況由設計人員確認。


