

產品詳細介紹
精密管檢查的方法:可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中*容易跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。
常規正火工藝可完全精密鋼管的魏氏組織使其屈服強度和抗拉強度的匹配更加合理屈強比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現冷彎開裂現象。膨脹系數可以用體積或者是長度表示,通常是用長度表示。
冷彎成型前對精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷卻方式對原料管組織和力學性能的影響規律;確定了精密鋼管的常規正火工藝:加熱溫度(890±10)℃保溫6min后散置空冷
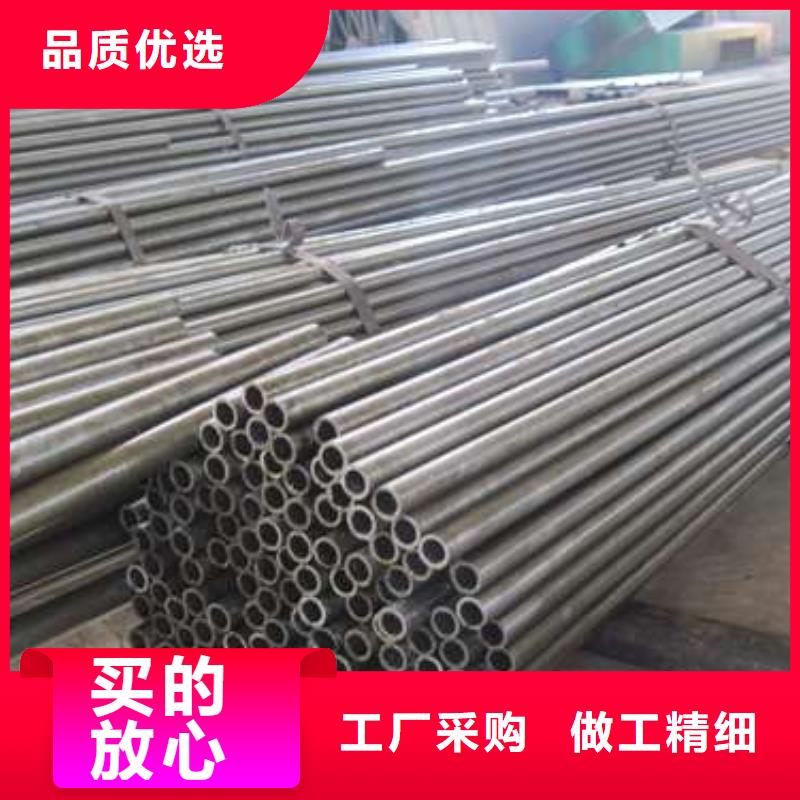
 小口徑20#精密管生產流程:管坯通過自動軋管機上繼續軋制后經均整機均整壁厚,經定徑機定徑,達到規格要求…。
通常在二輥式軋機上進行,小口徑20#精密管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制,冷拔通常在單鏈式或雙鏈式冷拔機上進行擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出,此法可生產直徑較小的小口徑精密管。冷拔光亮20cr精密管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于精密管內外壁無氧化層,承受高壓無泄漏,高精度,高光潔度。
大金鋼管制造有限公司
邯鄲庫存充足的35#精密鋼管批發商
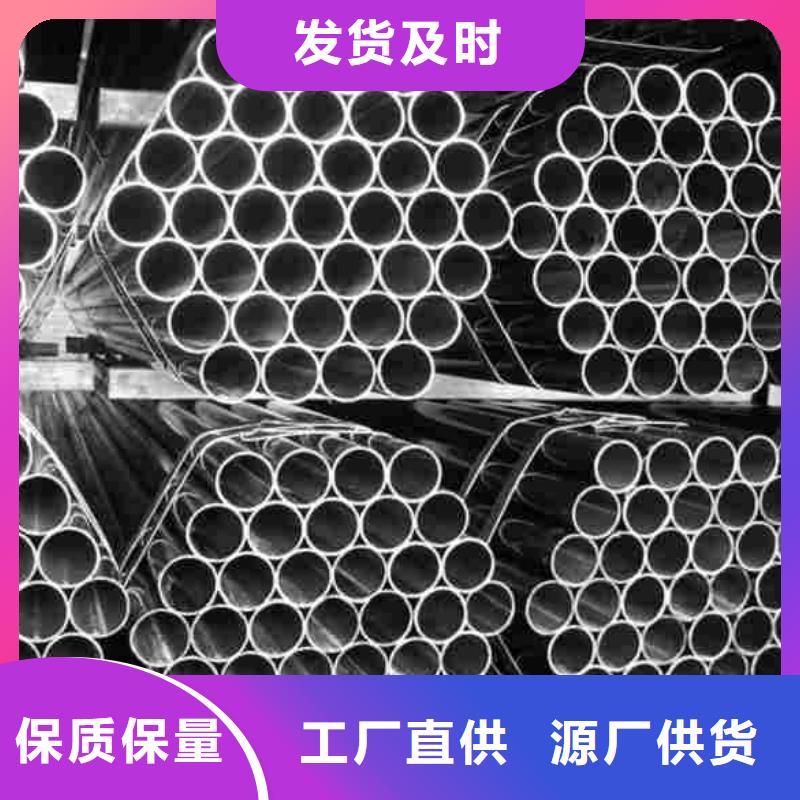
熱軋精密管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
小口徑20#精密管生產流程:管坯通過自動軋管機上繼續軋制后經均整機均整壁厚,經定徑機定徑,達到規格要求…。
通常在二輥式軋機上進行,小口徑20#精密管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制,冷拔通常在單鏈式或雙鏈式冷拔機上進行擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出,此法可生產直徑較小的小口徑精密管。冷拔光亮20cr精密管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于精密管內外壁無氧化層,承受高壓無泄漏,高精度,高光潔度。
大金鋼管制造有限公司
邯鄲庫存充足的35#精密鋼管批發商
熱軋精密管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。

