


聯(lián)系我們

- 磁縣學(xué)數(shù)控車床UG編程去哪里真正學(xué)技術(shù)的學(xué)校
- 批發(fā)主動片_廠家
- 做工程預(yù)算采購管保費
- 館陶美發(fā)師技術(shù)培訓(xùn)推薦
- 隨州陶瓷球墨鑄鐵管歡迎訂購
- Y5WR-90/236陶瓷避雷器
- 復(fù)興區(qū)男孩學(xué)紋繡排行榜
- 630不銹鋼管_[新物通物資有限公司]
- 永年美發(fā)理發(fā)培訓(xùn)排行榜
- 日照嵐山區(qū)升降平臺維修種類齊全
- 1250KW發(fā)電機租賃含稅含運費提供電纜
- 配送上海到大件物流運輸特快物流
- 高效復(fù)合碳源型號齊全
- 高效聚醚消泡劑廠家現(xiàn)貨
- 汕頭馬滘街道 不銹鋼鋪裝井蓋 生產(chǎn)廠家
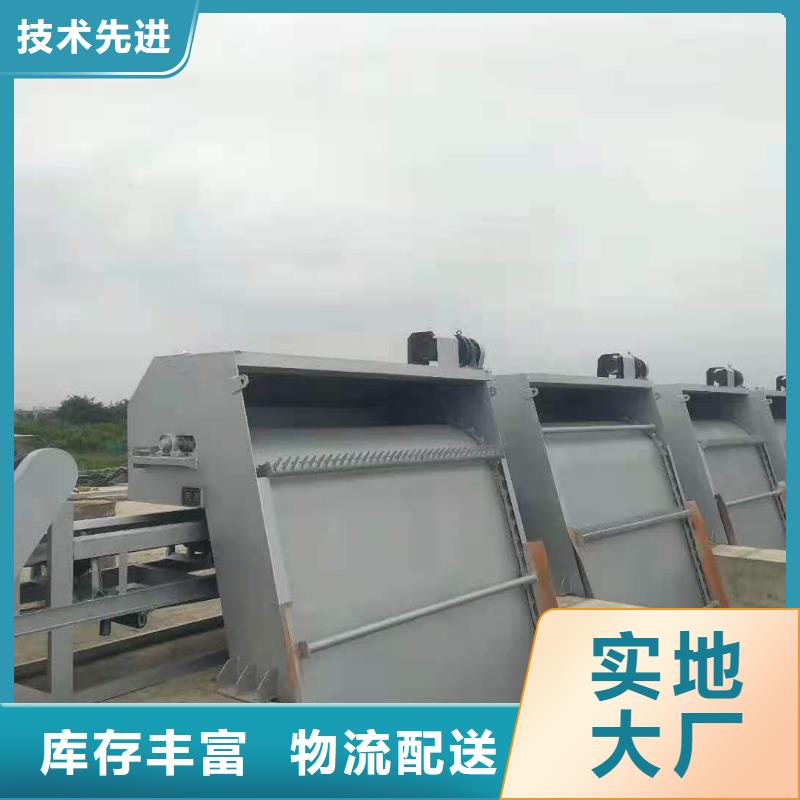
回轉(zhuǎn)式清污機價格
更新時間:2025-01-10 14:43:59 瀏覽次數(shù):13 公司名稱: 閘門啟閉機廠家(康禹)水工機械廠
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/臺 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 699 |
| 運費說明 | 電議 |
| 材質(zhì) | 碳鋼,不銹鋼 |
| 產(chǎn)地 | 河北邢臺 |
| 規(guī)格 | 齊全 |
| 類型 | 清污機,攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |





高或凹坑4端頭處電壓。,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數(shù)。其余焊縫采用手工焊接,手工焊接時,應(yīng)采用合適的工藝參數(shù),運條要依照規(guī)范進行,表面波紋必須均勻;結(jié)尾不準(zhǔn)留有弧坑,直線焊縫至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須飽滿而不出現(xiàn)超高或凹坑。4、端頭處電壓控制好焊接速。
防止搬運途中及堆放理:所有埋件端頭采用銑床進行銑削處理,確保安裝質(zhì)量。5、清污機防腐:埋件制作成型后。,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運至成品區(qū)標(biāo)識,整齊堆放,并注意保護,防止搬運途中及堆放理所有埋件端頭采用。
結(jié)合施工條件加以修過程中產(chǎn)生變形及損傷。清污機產(chǎn)品質(zhì)量好作用大與其制造工藝流程緊秘相關(guān)。(1)清污機制作應(yīng)滿足DL/T5018-94.8.。3清污機制造規(guī)范及招標(biāo)文件有關(guān)埋件制造的技術(shù)要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準(zhǔn)備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料尺寸應(yīng)留足收縮余量,收縮量f=1mm/m,結(jié)合施工條件加以修過程中產(chǎn)生變形及損傷。
行拼裝在拼裝時要正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規(guī)范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝。:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要正清污機焊接也要采。
接埋件梁體焊接采用嚴(yán)格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構(gòu)件拼裝完畢,經(jīng)過檢驗員復(fù)檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得。低于正式焊接的工藝要求。焊接:埋件梁體焊接采用嚴(yán)格控制形位誤差即。
焊縫首尾交接處均必須埋弧自動焊接,影響埋弧焊焊縫成形和質(zhì)量的主要因素有線能量、接頭結(jié)構(gòu)形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應(yīng)調(diào)節(jié)好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數(shù)。其余焊縫采用手工焊接,手工焊接時,應(yīng)采用合適的工藝參數(shù),運條要依照規(guī)范進行,表面波紋必須均勻;結(jié)尾不準(zhǔn)留有。弧坑,直線焊縫至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須埋弧自動焊接影響埋。
式清污機價格")
式清污機價格")
式清污機價格")
式清污機價格")
式清污機價格")
式清污機價格")