您的位置>首頁 >海西本地新聞中心 >
20Cr精密鋼管廠家_精益求精
更新時間: 2025-02-08 00:05:07 瀏覽次數:1
以下是:20Cr精密鋼管廠家_精益求精的產品參數
| 產品參數 |
|---|
| 產品價格 | 4.5/米 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 9999 |
|---|
| 運費說明 | 電聯 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 大金鋼管 |
|---|
| 發貨城市 | 山東聊城 |
|---|
| 產品產地 | 山東聊城 |
|---|
| 可售賣地 | 全國 |
|---|
| 適用領域 | 金屬制品,機械制造 |
|---|
以下是:20Cr精密鋼管廠家_精益求精的圖文視頻
導讀 20Cr精密鋼管廠家_精益求精,大金鋼管制造有限公司專業從事20Cr精密鋼管廠家_精益求精,聯系人:王經理,電話:18863585399、15806808820,QQ:1365789918,發貨地:聊城經濟開發區工業園發貨到青海省 海西市 ,以下是20Cr精密鋼管廠家_精益求精的詳細頁面。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州是青藏高原的衢地,南通西藏,北達甘肅,西出新疆,處于青甘新藏四省區交匯的中心地帶,也曾是通往西域的古“絲綢之路”輔道。境內蘭西拉光纜、青新光纜、青藏750千伏交直流聯網線路貫穿全境,格爾木-拉薩成品油輸油管線和澀寧蘭輸氣管線分布境內,青藏鐵路和國道109、315線橫貫全境,并與國道215線、西部大通道及省、州道縱橫貫通,是連接西藏、新疆、甘肅的戰略支撐點和祖國西部腹地的交通樞紐。

不同的行業,對于精密管的性能要求,都是有著一定的不同。但所有的行業,都是有著一個特性,那就是在購買了鋼管之后,并不會直接使用。尤其是在一些制造行業中,都需要對于鋼管,進行一些后續的加工之后,才會投入到使用。但并不是所有的鋼管,都可以承受,一些復雜的手續加工。但是精密管不同,這種鋼管可以,承受多種復雜的變形加工。一般的鋼管,在折疊了之后,就會在鋼管的表面,形成各種各樣的折線。
這樣的一些折線,往往會貫穿,整個鋼管的縱向。而在鋼管的縱向被貫穿,在進行折疊的時候,就會出現開裂的情況。甚至有一些鋼管,在折疊之后,就直接斷掉了。因為普通的鋼管,生產的工藝,并不是那么的高端。而且普通的鋼管,為了追求產品的產量,往往會一次軋制之后,就直接出廠了。這讓鋼管的性能,并不是那么的出眾。而精密管,為了防止這些問題的出現,在制作的過程中,就會對鋼管,進行多次的軋制。這使得精密管,有著更加出眾的韌性,自然而然的就能,承受更多復雜的加工程序了。這讓精密管,立即成為了許多行業, 的鋼管種類。
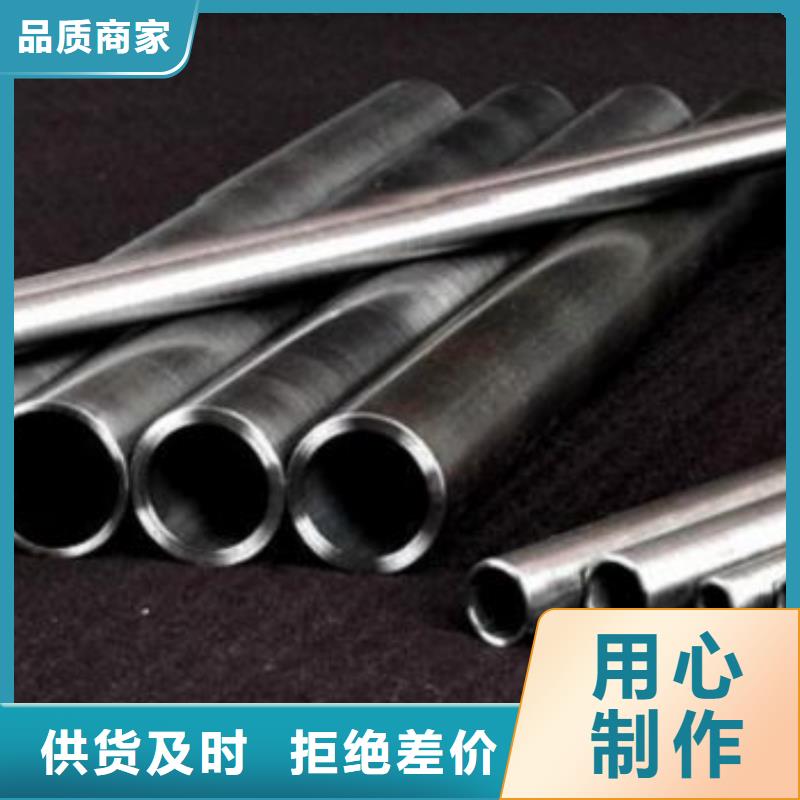
精密管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調整),邊成型邊焊接,其焊縫成螺旋線,優點是同一規格的帶鋼可生產多種直徑規格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態。
精密管生產廠家國外將此工藝改進后將原料改為,使成型與焊接分開,經預焊和精悍,焊后冷擴徑,則其焊接質量接近UOE管,目前國內尚無此種工藝,是我國廠改進的方向。“西氣東輸”所用仍然是按傳統工藝生產,只是管端進行了擴徑。美國、日本和德國總體上否定SSAW,認為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴格的補充條件,由于歷史原因,國內主干線多數還是使用SSAW。
大金鋼管制造有限公司

精密管無氧退火爐采用的是電加熱預抽真空保護氣氛等溫球化退火爐通過前后預熱真空氮氣保護的方法,實現工件無氧化退火。設備具有氣氛消耗量小,能耗低,后續加工潔凈的特點,并且加熱速度快、均勻,大大縮短了退火工藝時間,使退火后工件氧化脫碳極少,脫貧碳層增深層≦0.05mm。退火質量優于 /t1255-2001等標準的要求金相組織細小,均勻分布,實現了球化退火的,優質,低耗,自動連續生產的目的。
控制精度:±1℃爐溫均勻度:±1℃(根據加熱室大小而定)。
操作方便,可編程,pid自整定、自動升溫、自動保溫、自動降溫,無需值守;可另配與計算機通訊通過計算機操作電爐(啟動電爐、停止電爐、暫停升溫、設定升溫曲線、升溫曲線儲存、歷史曲線等),軟件免費詳見:計算機控制系統。
大金鋼管制造有限公司

總結 您是想要在青海省海西市采購高質量的20Cr精密鋼管廠家_精益求精產品嗎?大金鋼管制造有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的20Cr精密鋼管廠家_精益求精產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王經理-15806808820,QQ:1365789918,地址:《經濟開發區工業園》。