



40mm毫米厚Q355耐候加工價格
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
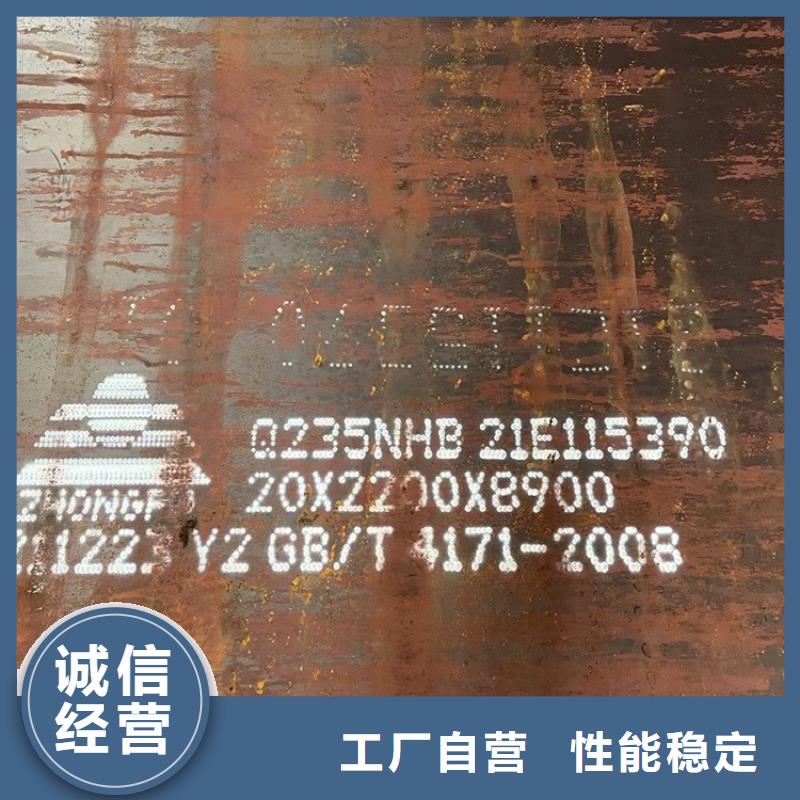
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、

 生銹原理
在腐蝕初期,耐候鋼表面的銹層比碳鋼表面的銹層致密,裂紋和空洞相對較少。然后,碳鋼和耐候鋼部分出現分層現象,腐蝕產物無差異。主要區別在于合金元素在銹層中的作用。耐候鋼銹層中銅、鉻合金元素的析出,能抵抗大氣中水分和有害離子的侵入,防止母材進一步腐蝕。從而達到耐大氣腐蝕的效果!
耐磨鋼標準的制定始于2007年8月。首先,根據市場需求和市場研究,在收集國內外數據的基礎上,確定了低合金高強度耐磨鋼的技術路線。從科學、實用、節約成本和資源的角度來看,低合金高強度耐磨鋼是一種必然的發展趨勢。開發了JAR360F-JAR500F出口耐磨鋼、BIS52J/53J、BIS21J、國內市場JG-JG、B24S等。收集的主要數據有:日本、德國、瑞典、美國等 先進企業標準,重點關注德國、瑞典、日本耐磨鋼的技術條件,結合中國的技術狀況等。在此基礎上,我們將盡快促進國內耐磨鋼生產企業的成熟。目前國內外尚無已出版的 標準,制定本標準具有重要意義。
傳統的耐磨鋼一般是指沖擊載荷下具有沖擊硬化的高錳鋼。其主要目的是在使用過程中受到沖擊應力后具有較強的硬化能力。但是,在沖擊載荷較小的情況下,由于加工硬化不足,硬度和耐磨性無法提高。
制定本標準的主要貢獻是突破傳統的高錳鋼觀念,開發適合機械行業各種工況的耐磨、抗沖擊低合金高強度金屬材料,規范工業生產。促進國內產品質量的提高,為機械工業提供資源節約型材料,減少機械設備。重量及相應成本。
耐候鋼板SPA-H-Q235NH-Q355NH現貨厚度齊全可加工做銹
生銹原理
在腐蝕初期,耐候鋼表面的銹層比碳鋼表面的銹層致密,裂紋和空洞相對較少。然后,碳鋼和耐候鋼部分出現分層現象,腐蝕產物無差異。主要區別在于合金元素在銹層中的作用。耐候鋼銹層中銅、鉻合金元素的析出,能抵抗大氣中水分和有害離子的侵入,防止母材進一步腐蝕。從而達到耐大氣腐蝕的效果!
耐磨鋼標準的制定始于2007年8月。首先,根據市場需求和市場研究,在收集國內外數據的基礎上,確定了低合金高強度耐磨鋼的技術路線。從科學、實用、節約成本和資源的角度來看,低合金高強度耐磨鋼是一種必然的發展趨勢。開發了JAR360F-JAR500F出口耐磨鋼、BIS52J/53J、BIS21J、國內市場JG-JG、B24S等。收集的主要數據有:日本、德國、瑞典、美國等 先進企業標準,重點關注德國、瑞典、日本耐磨鋼的技術條件,結合中國的技術狀況等。在此基礎上,我們將盡快促進國內耐磨鋼生產企業的成熟。目前國內外尚無已出版的 標準,制定本標準具有重要意義。
傳統的耐磨鋼一般是指沖擊載荷下具有沖擊硬化的高錳鋼。其主要目的是在使用過程中受到沖擊應力后具有較強的硬化能力。但是,在沖擊載荷較小的情況下,由于加工硬化不足,硬度和耐磨性無法提高。
制定本標準的主要貢獻是突破傳統的高錳鋼觀念,開發適合機械行業各種工況的耐磨、抗沖擊低合金高強度金屬材料,規范工業生產。促進國內產品質量的提高,為機械工業提供資源節約型材料,減少機械設備。重量及相應成本。
耐候鋼板SPA-H-Q235NH-Q355NH現貨厚度齊全可加工做銹

 Q235NH耐候板到底會不會生銹當Q235NH耐候板表面出現褐點時,人們都會驚呼“這肯定假貨,Q235NH耐候板是不會生銹的”,其實這是一個很片面的說法,也是人類對其不夠了解的一個體現,Q235NH耐候板防銹機理是合金元素在其表面形成一層致密氧化膜,防止氧原子氧化甚至滲透入內,從而獲得一種“防銹”的能力。
耐候鋼原理鋼中加入磷、銅、鉻、鎳等微量元素后,使鋼材表面形成致密和附著性很強的保護膜,阻礙銹蝕往里擴散和發展,保護銹層下面的基體,以減緩其腐蝕速度,在銹層和基體之間形成的約50μm~100μm厚的非晶態尖晶石型氧化物層致密且與基體金屬黏附性好,由于這層致密氧化物膜的存在,阻止了大氣中氧和水向鋼鐵基體滲入,減緩了銹蝕向鋼鐵材料縱深發展,大大提高了鋼鐵材料的耐大氣腐蝕能力。
耐候鋼板SPA-H-Q235NH-Q355NH現貨厚度齊全可加工做銹
Q235NH耐候板到底會不會生銹當Q235NH耐候板表面出現褐點時,人們都會驚呼“這肯定假貨,Q235NH耐候板是不會生銹的”,其實這是一個很片面的說法,也是人類對其不夠了解的一個體現,Q235NH耐候板防銹機理是合金元素在其表面形成一層致密氧化膜,防止氧原子氧化甚至滲透入內,從而獲得一種“防銹”的能力。
耐候鋼原理鋼中加入磷、銅、鉻、鎳等微量元素后,使鋼材表面形成致密和附著性很強的保護膜,阻礙銹蝕往里擴散和發展,保護銹層下面的基體,以減緩其腐蝕速度,在銹層和基體之間形成的約50μm~100μm厚的非晶態尖晶石型氧化物層致密且與基體金屬黏附性好,由于這層致密氧化物膜的存在,阻止了大氣中氧和水向鋼鐵基體滲入,減緩了銹蝕向鋼鐵材料縱深發展,大大提高了鋼鐵材料的耐大氣腐蝕能力。
耐候鋼板SPA-H-Q235NH-Q355NH現貨厚度齊全可加工做銹

 耐候銹鋼板生產工藝操作要點
一、轉爐:
1、裝入量堅持穩定,廢銅按2.8kg/t隨廢鋼參加爐內消費過程中不得互換爐子和交叉冶煉其它鋼種。 一爐冶煉完畢后,倒凈爐內余鋼、余渣,下一爐不得冶煉Cu含量請求低于0.10%的鋼種;
2、出鋼溫度≥1640℃,終點碳小于0.06%;
3、出鋼渣料:600kg石灰+400kg合成渣,出鋼過程鎳板按2.3kg/t參加,其它合金按工
藝卡請求參加(即硅錳4.8kg/t,硅鐵2.0kg/t,低碳鉻鐵17.5kg/t)。
二、精煉:
1、脫氧劑運用電石和鋁粒;
2、銻錠(Sb含量99.8%)在 樣后參加,提早準備好破碎的銻錠、鎳板和廢銅;
3、鈦鐵在脫氧良好、吊包前15分鐘參加,如加硼鐵需在鈦鐵參加5-7分鐘后參加,鈦鐵前鋁不得控制過高(控制在0.015%以內),避免參加鈦鐵后增鋁鋁高;
4、硫含量不宜控制過低,精煉出站硫控制在0.007-0.008%;
5、為保證過熱度滿足公司請求,鋼包運用熱周轉鋼包,開澆爐過熱度按35-45℃(倡議吊包溫度1610-1620℃控制),連澆爐按20-30℃控制(倡議吊包溫度按1575-1580℃)。
6、鋼水鈣處置,保證喂線效果,開澆爐喂鈣線250m,確保吊包樣Ca含量大于0.0020%,連澆爐喂鈣線100-200m/爐,確保吊包樣鈣含量在0.0015-0.0020%。
三、連鑄(內弧角部裂紋控制):
1、連鑄開澆布置中間包快換,該組澆鑄完畢布置中間包慢換。前一組停澆前與水處置聯絡控制一冷水溫,保證此鋼種澆鑄一冷進水溫度為31-38℃;
2、開澆前一冷、二冷工況保證正常無梗塞,噴淋條、噴嘴對中無偏移,鑄坯不跑偏比水量按0.4L/kg;
3、確保水口對中正常無偏斜;
4、正常開澆后,控制結晶器水溫差請求8-9℃;
5、選用日建包晶鋼維護渣,西保220*260的10管維護渣備用;
6、現場丈量鑄坯角部溫度,高溫矯直,按進拉澆機溫度不低于950℃控制,溫度低時能夠恰當進步拉速調整;
7、鑄坯步進冷床堆冷;
8、按1塊/爐在不同流上取400mm長試樣,用于檢查角部裂紋及縱剖樣低倍剖析,取樣時標識好爐號、流數及內弧面
耐候鋼板SPA-H-Q235NH-Q355NH現貨厚度齊全可加工做銹
耐候銹鋼板生產工藝操作要點
一、轉爐:
1、裝入量堅持穩定,廢銅按2.8kg/t隨廢鋼參加爐內消費過程中不得互換爐子和交叉冶煉其它鋼種。 一爐冶煉完畢后,倒凈爐內余鋼、余渣,下一爐不得冶煉Cu含量請求低于0.10%的鋼種;
2、出鋼溫度≥1640℃,終點碳小于0.06%;
3、出鋼渣料:600kg石灰+400kg合成渣,出鋼過程鎳板按2.3kg/t參加,其它合金按工
藝卡請求參加(即硅錳4.8kg/t,硅鐵2.0kg/t,低碳鉻鐵17.5kg/t)。
二、精煉:
1、脫氧劑運用電石和鋁粒;
2、銻錠(Sb含量99.8%)在 樣后參加,提早準備好破碎的銻錠、鎳板和廢銅;
3、鈦鐵在脫氧良好、吊包前15分鐘參加,如加硼鐵需在鈦鐵參加5-7分鐘后參加,鈦鐵前鋁不得控制過高(控制在0.015%以內),避免參加鈦鐵后增鋁鋁高;
4、硫含量不宜控制過低,精煉出站硫控制在0.007-0.008%;
5、為保證過熱度滿足公司請求,鋼包運用熱周轉鋼包,開澆爐過熱度按35-45℃(倡議吊包溫度1610-1620℃控制),連澆爐按20-30℃控制(倡議吊包溫度按1575-1580℃)。
6、鋼水鈣處置,保證喂線效果,開澆爐喂鈣線250m,確保吊包樣Ca含量大于0.0020%,連澆爐喂鈣線100-200m/爐,確保吊包樣鈣含量在0.0015-0.0020%。
三、連鑄(內弧角部裂紋控制):
1、連鑄開澆布置中間包快換,該組澆鑄完畢布置中間包慢換。前一組停澆前與水處置聯絡控制一冷水溫,保證此鋼種澆鑄一冷進水溫度為31-38℃;
2、開澆前一冷、二冷工況保證正常無梗塞,噴淋條、噴嘴對中無偏移,鑄坯不跑偏比水量按0.4L/kg;
3、確保水口對中正常無偏斜;
4、正常開澆后,控制結晶器水溫差請求8-9℃;
5、選用日建包晶鋼維護渣,西保220*260的10管維護渣備用;
6、現場丈量鑄坯角部溫度,高溫矯直,按進拉澆機溫度不低于950℃控制,溫度低時能夠恰當進步拉速調整;
7、鑄坯步進冷床堆冷;
8、按1塊/爐在不同流上取400mm長試樣,用于檢查角部裂紋及縱剖樣低倍剖析,取樣時標識好爐號、流數及內弧面
耐候鋼板SPA-H-Q235NH-Q355NH現貨厚度齊全可加工做銹


您的位置>首頁 >海西本地產品推薦News >