

<海西>亞廣金屬 海西q345e無縫鋼管有優惠
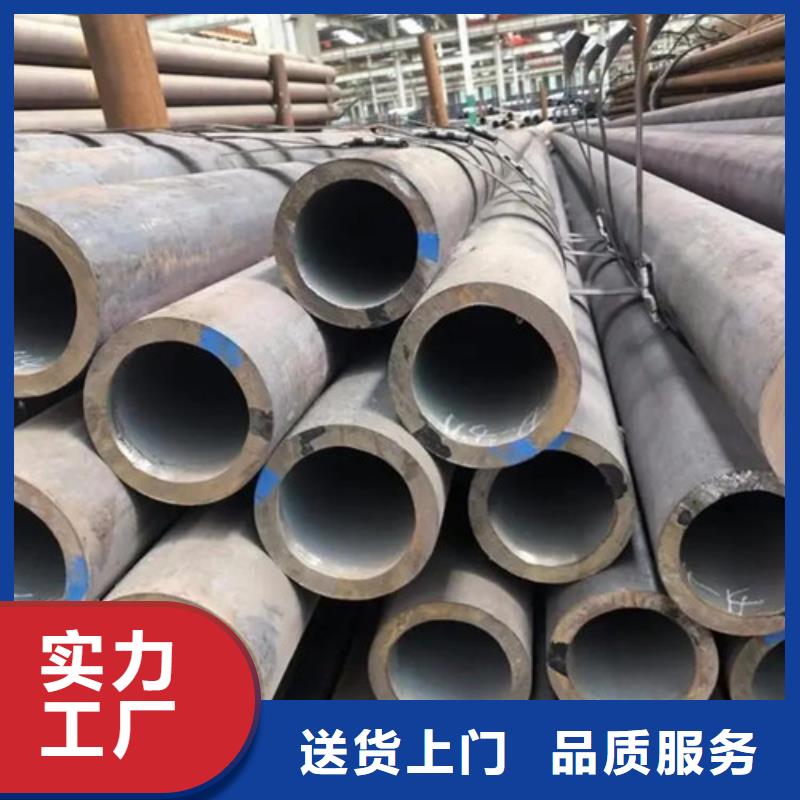
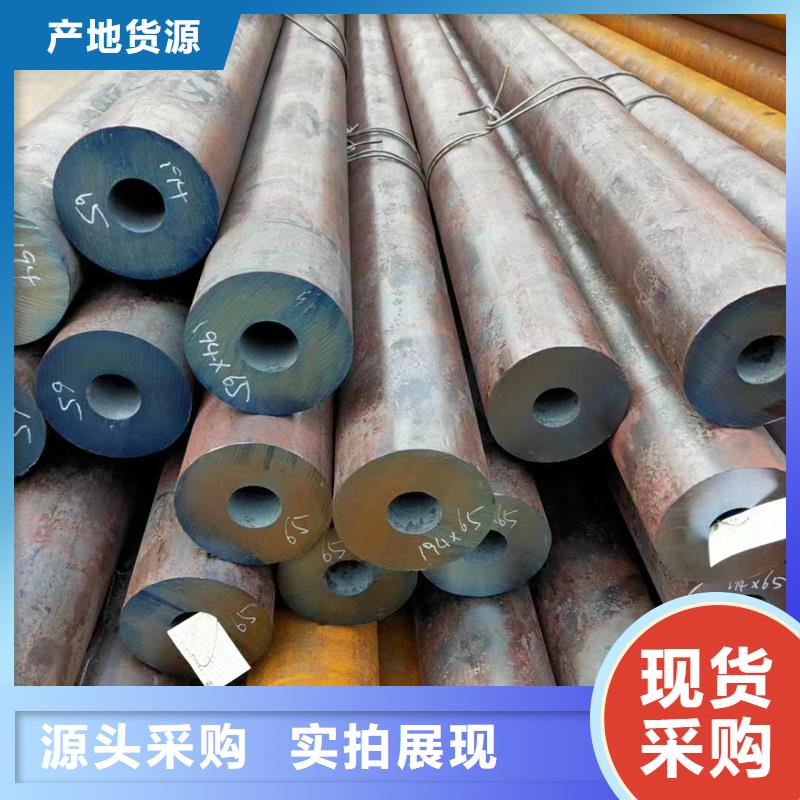
九 圓管與異型管: 鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件 下,圓面積 ,用圓形管可以輸送更多的流體。此外,圓環截面在承受內部 或外部徑向壓力時,受力較均勻,因此,絕大多數鋼管是圓管。但是,圓管也有一定的局限性,如在受平面彎曲的條件下,圓管就不如方、矩形管抗彎強度大,一些農機具骨架、鋼木家具等就常用方、矩形管。根據不同用途還需有其他截面形狀的異型鋼管。 異型海西無縫鋼管是除了圓管以外的其他截面形狀的海西無縫鋼管的總稱。 按鋼管截面形狀尺寸的不同又可分為等壁厚異型無絳鋼管(代號為D)、不等壁厚異型無絳鋼管(代號為BD)、變直徑異型海西無縫鋼管(代號為BJ)。異型海西無縫鋼管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異 型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。


熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 海西無縫鋼管的工藝流程: 衛生級鏡面管工藝流程: 管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝 工業管工藝流程: 管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——恒溫存放——交貨
