


想知道環保型止水銅片優惠報價價格產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
以下是:環保型止水銅片優惠報價價格的圖文介紹
金鴻耀工程材料(海南省分公司)是經海南工商局批準成立的專業從事 雙壁打孔波紋管生產和銷售的大型廠家。面對 雙壁打孔波紋管市場日益激烈的競爭,公司員工將一起創造、接受挑戰,在誠信、敬業、奉獻的精神指導下,將公司推上一個更高的層次!

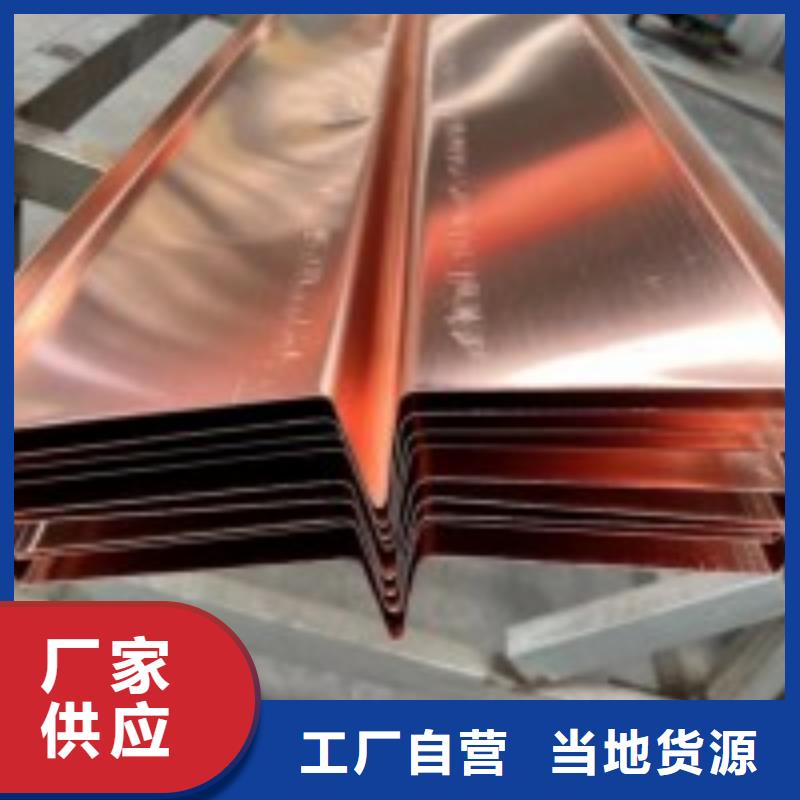
紫銅止水是采用99.9%的優質純銅工藝加工成型而來,止水銅片是目前應用廣泛的止水材料。止水銅片是水工建筑物中防止結構縫漏水的一種措施,屬于金屬止水材料,而橡膠止水是以天然橡膠為原料,與多種合成橡膠,摻加各種助劑及填充料,經過塑煉、混煉、壓制成型的一種防滲水材料,所以采用止水銅片的價格較橡膠止水的高。 同為防滲水材料,除了價格高低之外,兩者之間 的差別就是應用領域不同。由于銅能與空氣中的氧氣反應,生成氧化物,因此具有耐腐蝕性強的特點,所以大型的水利水電工程,地下廠房,發電站,水庫,水電站等都采用紫銅止水。而橡膠止水多應用于蓄水池、游泳池以及屋面建筑物等。 在目前的水利水電工程中,幾乎都是選用銅止水作為防滲水的材料。那么為何大家都選擇紫銅止水,而不選用其他的止水材料呢,因為銅止水片是水利水電工程中防滲水、止水效果 的金屬(銅)止水材料。 紫銅止水片是因其原料的銅含量大于等于99.90%而得名,具有抗拉強度高,抗侵蝕能力強,韌性好,能承受較大變形等特點,并且外觀輪廓清晰,加工生產無裂紋、壓折、凹坑等特有的優勢,應用到水利工程中,止水效果良好且止水時間長,中途不會出現滲水漏水或斷裂的情況。 而橡膠止水,由于主要材料為塑膠,由于易老化變形,影響止水效果,因此水工建筑中應用較少。同時,雖然橡膠止水的延展性較強,但超出受力范圍,止水帶將會斷裂。與止水銅片相比,止水效果不夠持久,且不能起到抗拉防震的效果。當溫度超過70℃,以及橡膠止水帶受強烈的氧化作用或受油類等有機溶劑侵蝕時,均不得使用橡膠止水帶。一般常在地下室外墻和后澆帶施工時使用。


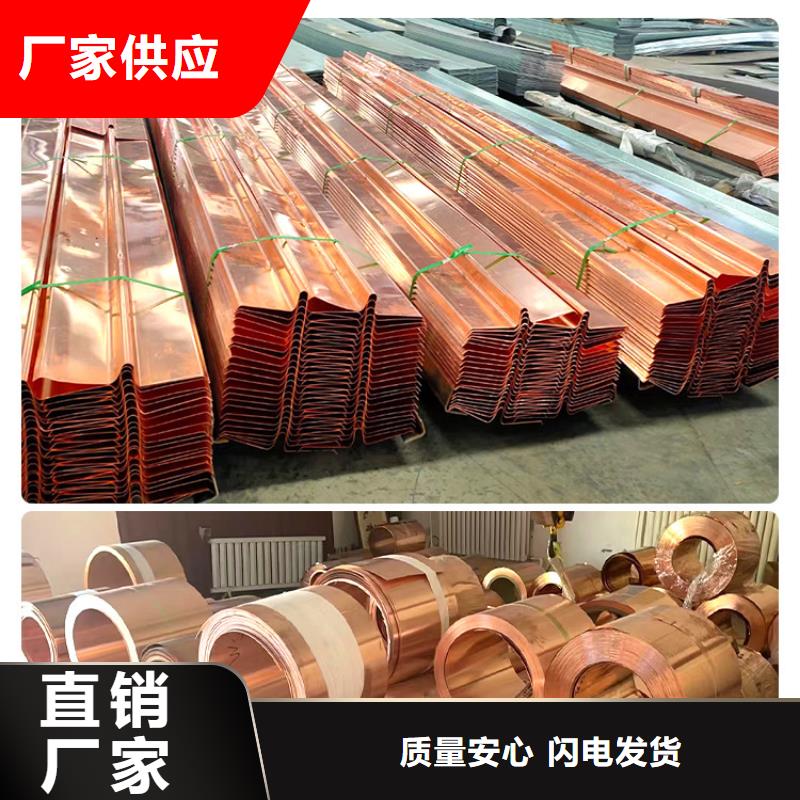
在購買止水銅片的過程中,止水銅片首先需要確定相應的工廠能否按照設計要求完成止水銅片的加工,接下來便是價格的確認。由于止水銅片的價格是隨著市場期貨銅的價格波動而每日都在發生變化,而期貨價格是按噸即重量確定其價格,可能因此有的客戶在購買的時候便以重量價格咨詢。但由于止水銅片在施工過程中,我們都是以長度選擇的,止水銅片大樣圖,也是注意以其長寬以及厚度為準,因此,止水銅片廠家在訂購的時候均是以長度計算。當然,我們也可按此價格將其轉化成以重量計算。 除此之外,止水銅片接頭的計算方法不同。由于止水銅片接頭的加工工藝更為復雜,因此其價格需要包含加工費用和模具費用,常用的止水銅片我們重慶融能止水銅片公司是可以免費加工的。不同止水項目設計的時候,所采用的止水銅片系列與規格均不相同。那么在這里,重慶融能止水銅片公司向你展示常見的止水銅片系列有哪些: 1.止水銅帶系列 止水銅帶是在銅原材料加工完成,但尚未成型的時候。有的施工單位設備較齊全,在購買的時候可以直接購買止水銅帶,然后在施工場地自己成型,加工成需要的形狀。 2.止水銅片、止水銅板系列 這些,便是需要在購買的時候,告訴我們加工單位, 止水銅片的銅鼻子高度以及形狀和弧度等,工廠會直接加工成安裝時的形狀。只不過這種,在運輸過程中需要加強包裝,以防變形。 3.圓弧型銅止水 此系列主要是應用于涵洞弧形止水,除了要將止水銅片銅鼻子加工好,做成W型或F型等,同時還需要根據涵洞或建筑體的圓形弧度,將其彎折為相應半徑或直徑的圓弧型止水銅片。



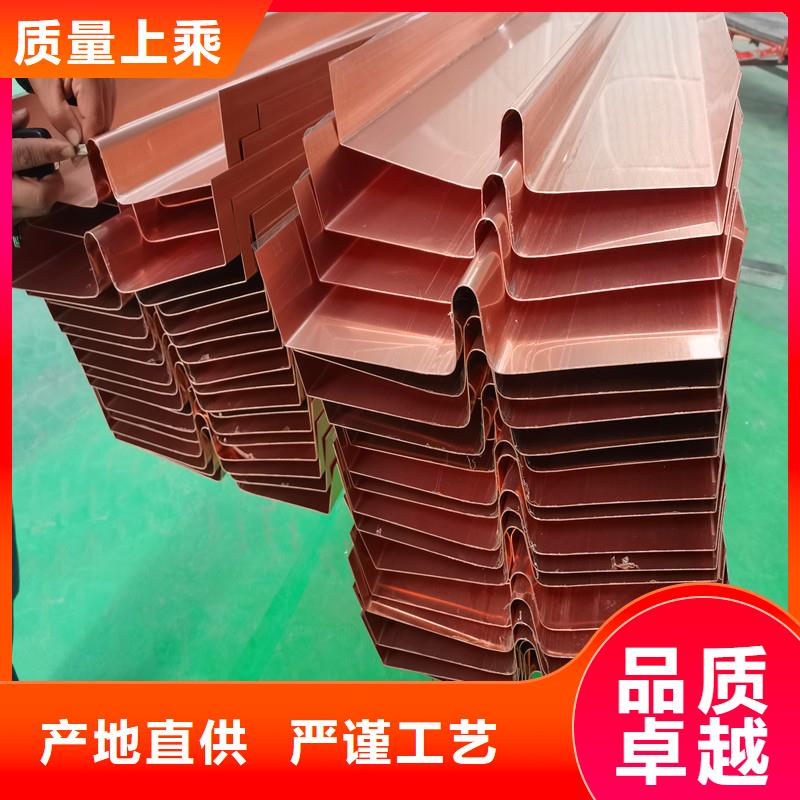
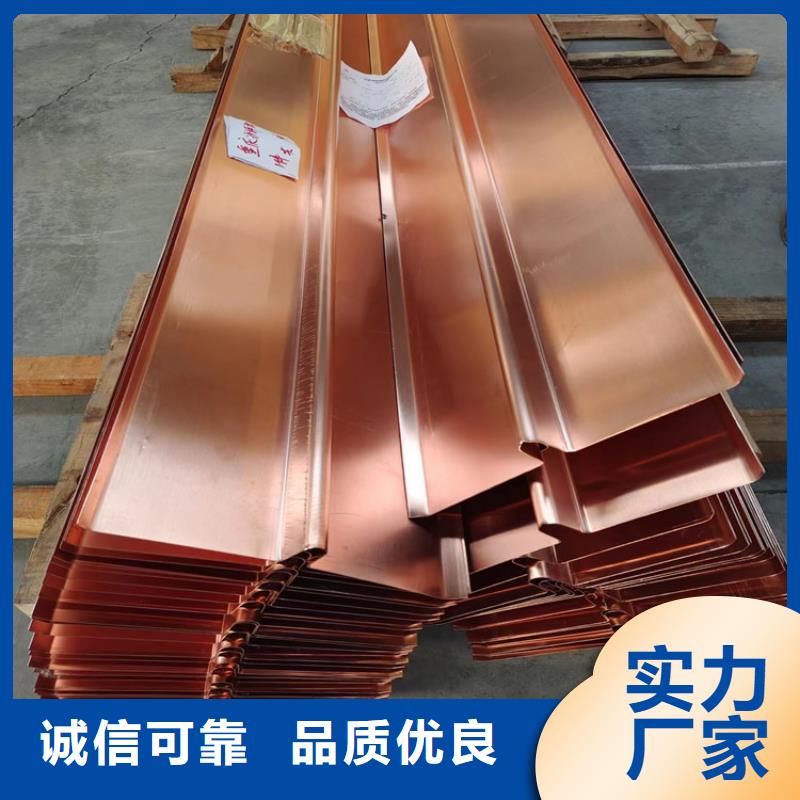
紫銅止水止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優良的加工特性。 紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。 氣焊是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關閉焊把開關,將乙炔及氧氣打開,點火慢慢打開焊把開關點燃焊嘴,將焊條根據需要放在被焊物體上,再逐漸調好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。 1)搭接焊工藝 ① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。 ② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。 2)施焊操作要點 氣焊的基本操作方法包括氧氣乙炔焰的點燃、調節和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領。 氧氣乙炔焰的點燃、調節和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節閥處,同時拇指還可以開關、調節乙炔調節閥,隨時調節氣體的流量。 點燃火焰時,應先稍許開啟氧氣調節閥,然后再開乙炔調節閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發生事故。剛開始點火時,可能出現連續“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現不易點火的現象,多數情況是氧氣開得過大所致,這時應將氧氣調節閥關小。 火焰的調節,剛點燃的火焰一般為碳化焰。這時應根據所焊材料的種類和厚度,分別調節氧氣調節閥和乙炔調節閥,直至獲得所需要的火焰性質和火焰能率。如將氧氣調節閥逐漸開大,直至火焰的內外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應更換大直徑的焊嘴。 調整后的火焰形狀不得歪斜或發出“吱吱”的聲音。若發現火焰不正常時,



