
<海南>鵬鑫鋼鐵
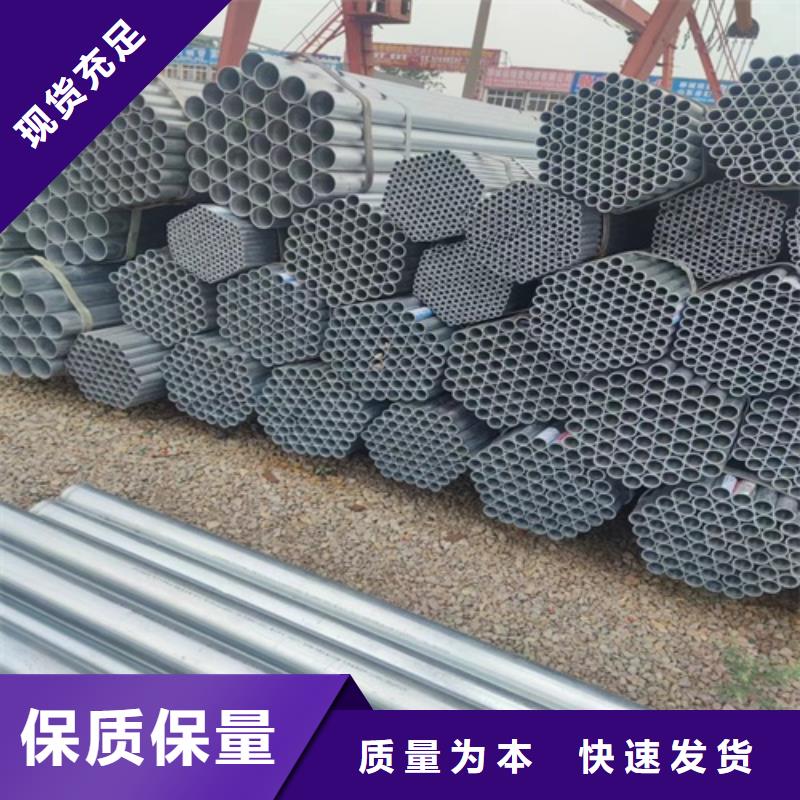
文昌市10寸鍍鋅管廠家

鍍鋅管連接方式:螺紋,焊接 其一、滾槽方式連接 (一)滾槽焊縫開(kāi)裂: 1.將管口壓槽部分的內(nèi)壁焊筋磨平,減少滾槽阻力。 2.調(diào)整鋼管與滾槽設(shè)備的軸心,并要求鋼管與滾槽設(shè)備水平。湘潭大棚管,湖南大棚管 3.調(diào)整壓槽速度,壓槽成型時(shí)長(zhǎng)不能超過(guò)規(guī)定,均勻、緩慢施力。 (二)滾槽鋼管斷裂: 1.將鋼管管口壓槽部分內(nèi)壁焊筋磨平,減少滾槽阻力。鍍鋅管,湖南大棚管 2.調(diào)整鋼管與滾槽設(shè)備的軸心,要求鋼管與滾槽設(shè)備水平。 3.調(diào)整壓槽速度,壓槽速度不能超過(guò)規(guī)定,均勻、緩慢施力。 4.檢查滾槽設(shè)備的支撐輥與壓力輥的寬度和型號(hào),是否存在兩輥尺寸不相匹配而造成咬合現(xiàn)象。 5.用游標(biāo)卡尺檢查鋼管的溝槽是否規(guī)定。 (三)滾槽機(jī)滾壓成型的溝槽應(yīng)符合下列要求: 1.管端至溝槽段的表面應(yīng)平整無(wú)凹凸、無(wú)滾痕。 2.溝槽圓心應(yīng)與管壁同心,溝槽寬度、深度應(yīng)符合要求,并檢查卡箍件型號(hào)是否正確。 3.在橡膠密封圈上涂抹潤(rùn)滑劑并檢查橡膠密封圈是否有損傷,潤(rùn)滑劑不得采用油潤(rùn)滑劑。 其二、焊接式連接 1.鍍鋅鋼管管口對(duì)接后不在一條直線和鋼管存在斜口的問(wèn)題,建議將鋼管管頭截掉一小段兒后再進(jìn)行加工。 2.鍍鋅鋼管管口對(duì)接后出現(xiàn)兩支管口對(duì)接不嚴(yán)現(xiàn)象,導(dǎo)致焊口薄厚不均勻;以及鋼管由于本身原因或運(yùn)輸磕碰,造成管口橢圓,建議將鋼管管頭截掉一小段兒后再進(jìn)行加工。 3.鍍鋅鋼管管口對(duì)接后,管口部位出現(xiàn)砂眼: 4.焊接時(shí)由于技術(shù)原因造成。 5.管口存在鋅瘤,造成焊接困難和砂眼問(wèn)題,對(duì)鋅瘤過(guò)大、過(guò)多管進(jìn)行簡(jiǎn)單的鋅瘤去除處理。



熱鍍鋅鋼管廣泛應(yīng)用于建筑、機(jī)械、煤礦、化工、電鐵道車(chē)輛、汽車(chē)工業(yè)、公路、橋梁、集裝箱、體育設(shè)施、農(nóng)業(yè)機(jī)械、石油機(jī)械、探礦機(jī)械等制造:工業(yè)。除作輸水、煤氣、油等-般低壓力流體的管線管外還用作石油工業(yè)特別是海洋油田的油井管、輸油管,化工焦化設(shè)備的油加熱器、冷凝冷卻器、煤餾洗油交換器用管以及棧橋管樁、礦山坑道的支撐架用管等。 產(chǎn)品公稱(chēng)壁厚( mm) : 2.0、2.5、 2.8、 3.2、 3.5、3.8、 4.0、 4.5。 系數(shù)參數(shù)(c) : 1.064、1.051、 1.045、 1.040、 1.036、 1.034、1.032、 1.028。 鋼的牌號(hào): Q215A; Q215B ; Q235A; Q235B。 熱鍍鋅管是使熔融金屬與鐵基體反應(yīng)而產(chǎn)生合層從而使基體和鍍層二者相結(jié)合。 熱鍍鋅是先將鋼管進(jìn)行酸洗為了去除鋼管表面的氧化鐵,酸洗后 通過(guò)氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進(jìn)行清洗然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均均附著力強(qiáng)使用壽命長(zhǎng)等優(yōu)點(diǎn)。
文昌市10寸鍍鋅管廠家
 <海南>鵬鑫鋼鐵
<海南>鵬鑫鋼鐵