

觀看我們的產(chǎn)品視頻,就像打開了一扇通往【型材拉彎】42CrMo鋼管切割售后無憂產(chǎn)品世界的窗戶。您將看到產(chǎn)品的每一個細節(jié),感受到它的每一處獨特之處。視頻將為您呈現(xiàn)一個真實、立體的產(chǎn)品形象,讓您對它有更深入的了解和認識。
以下是:【型材拉彎】42CrMo鋼管切割售后無憂的圖文介紹

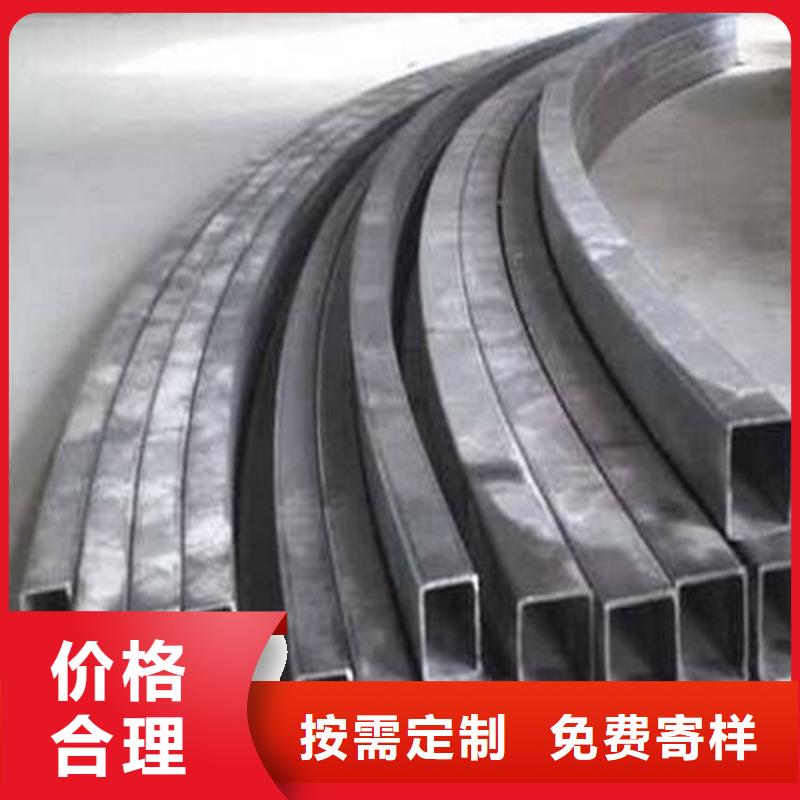
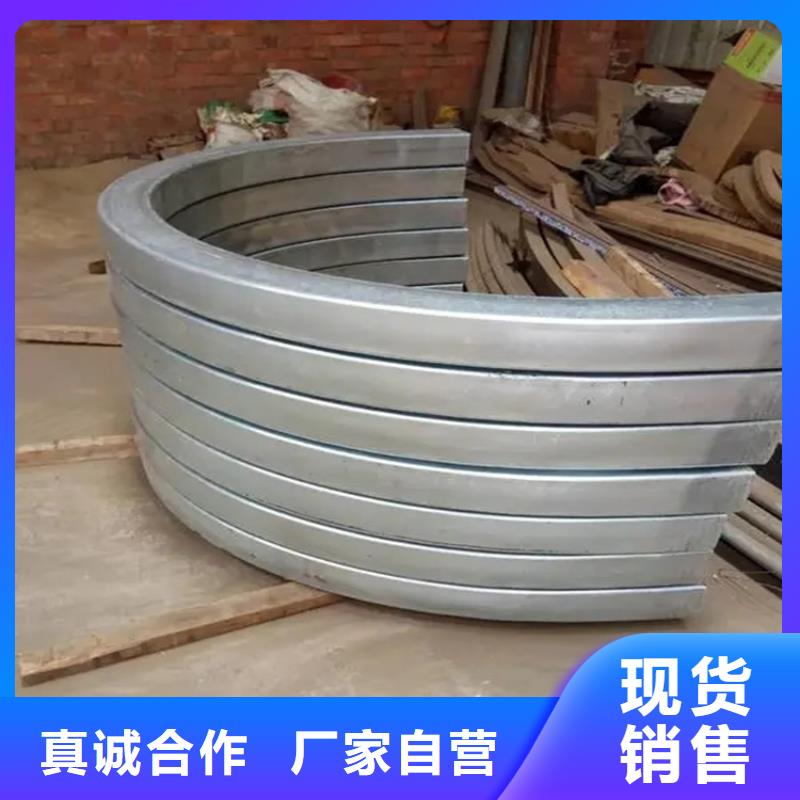
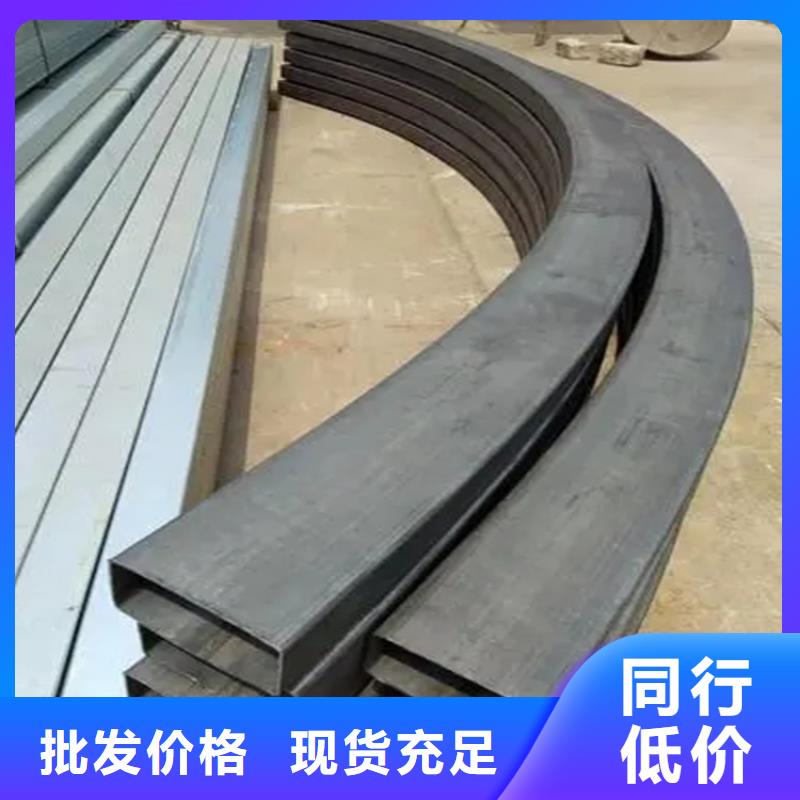
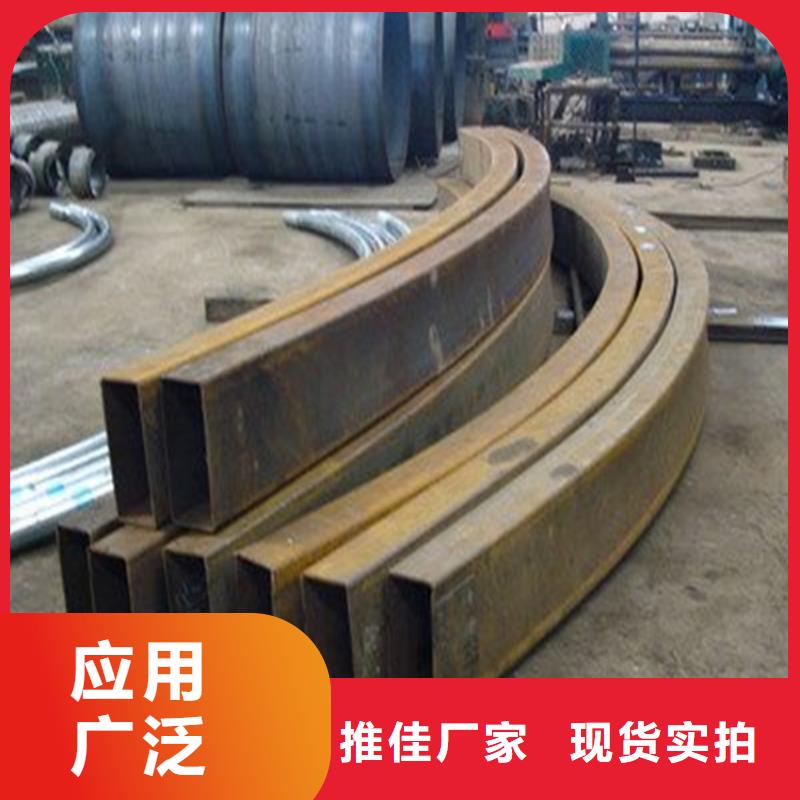
那么關(guān)于型材拉彎工藝特點及要求是怎樣的?下面河北拉彎廠的專家就來給我們分析一下。 1、 所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。2、 關(guān)于備料長度:一般情況下備料應是所需彎曲材料的有效弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。 備料長度=有效弧長+2.1 t 當然具體備料長度可以根據(jù)實際情況考慮套裁,以便節(jié)省工藝段。3、 關(guān)于備料數(shù)量:一般情況下應根據(jù)不同斷面、不同半徑、不同弧長在實際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。4、 關(guān)于材料每支彎曲有效弧長的要求:通常情況下不應超過弧度角180度。5、 關(guān)于材料硬度狀態(tài)的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(tài)(e≤10%),鋁型材的標準為e≥ 8 %;e = t / R內(nèi)× = (R外-R內(nèi)) ÷R內(nèi)× 否則應選擇To~T4狀態(tài)。當然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。6、 關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。上述介紹只是一般的常識說明,具體情況需視工程項目要求的分格、結(jié)點及選材等特點確定。


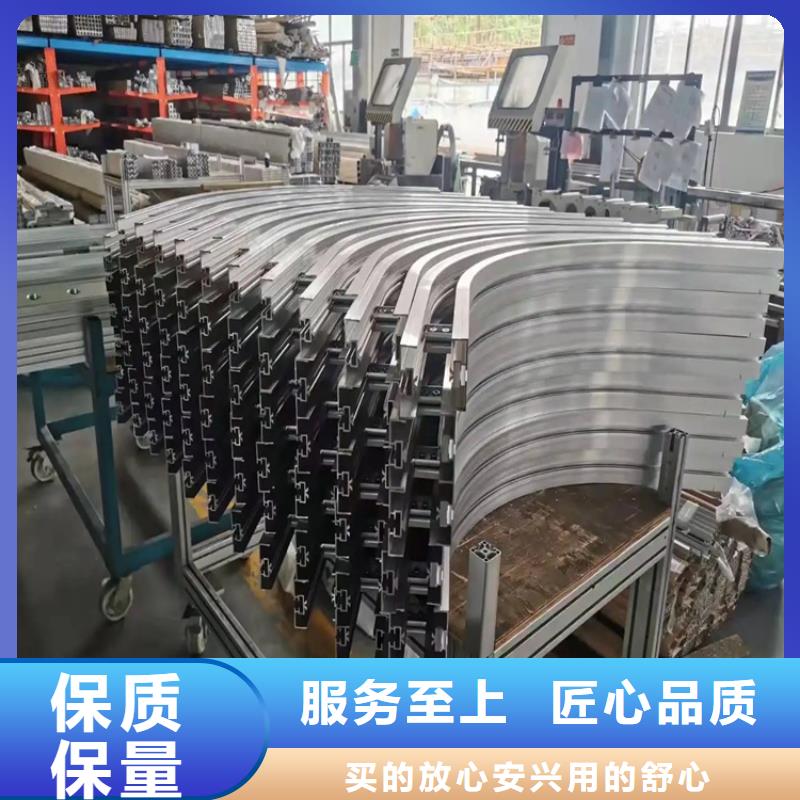
型材拉彎等體積成形設備和鈑金加工設備平行開展,出現(xiàn)規(guī)格種類齊全、數(shù)量增長敏捷、新式產(chǎn)品和技術(shù)不斷得到運用等景象,產(chǎn)品全體技術(shù)水平和數(shù)控化率繼續(xù)前進,并大量完成出口,滿意了我國經(jīng)濟開展的需求。管材加工設備方面,因為我國管材運用量激增,管材運用市場非常之大、家具職業(yè)、體育器材、鍋爐職業(yè)、汽車職業(yè)、排氣管上等,在規(guī)格、種類、數(shù)量等方面增長敏捷,技術(shù)水平快速前進,根本滿意國內(nèi)市場需求。這些日常運用品、工商業(yè)等等所需求的管材加工彎管機設備根本都可滿意市場需求。機械壓力機、液壓機、彎管機、液壓彎管機、金屬圓鋸機、縮管機、等管材加工設備在加工精度、可靠性、技術(shù)指標、節(jié)能減排、宜人道等方面都有明顯前進。新產(chǎn)品開發(fā)才能及市場競爭力都大大前進。以新工藝為導向,滿意新工藝要求的特別結(jié)構(gòu)、特別功能的鍛壓設備也不斷出現(xiàn)。比如,等數(shù)控彎管機、切管機、彎管切管縮管與一體流水線管材加工設備,特別資料鍛壓設備等。



宏鉅天成鋼管有限公司的質(zhì)量方針是:以市場為中心,加強 海南海口冷拔方鋼質(zhì)量保障,開拓 海南海口冷拔方鋼技術(shù)創(chuàng)新,滿足客戶需求!
我們的服務宗旨是:誠實、信用、品質(zhì)優(yōu)、起貨快、交貨準!
歡迎廣大新老客戶惠顧合作!

關(guān)于型材拉彎加工廠的應用介紹型材拉彎加工廠型材因為其良好的機械性能而廣泛應用于航空和汽車工業(yè)中。型材拉彎加工廠型材拉伸曲折是指將型材預拉伸到資料的屈從限,在堅持的軸向張力的同時進行加載和曲折,型材拉彎廠使其進入模具的凹槽并成形的曲折進程。在曲折進程中,施加軸向拉力以戰(zhàn)勝內(nèi)側(cè)起皺,截面應力分布,減少回彈,進步成形精度。這是型材型材拉彎中需求解決的首要問題之一。在拉伸曲折件的生產(chǎn)進程中,依據(jù)拉伸曲折件的外形規(guī)劃,得到拉伸曲折模具的形狀。即使軸向張力在技術(shù)規(guī)范規(guī)定的殘余應變下盡可能地增加,因為型材零件的相對大的曲折半徑,仍然存在數(shù)量的回彈。拉伸曲折的曲率仍然很小,所以拉伸后需求進行校準。在型材的拉伸曲折進程中,中性層以下的部分遭到縱向緊縮應力,徑向和寬度方向也遭到緊縮應力。在三維壓應力作用下,容易發(fā)生縱向縮短變形和徑向增稠變形,嚴重時會產(chǎn)生起皺現(xiàn)象。貴陽型材拉彎廠型材的拉伸曲折首要是指在預拉伸到資料屈從限并堅持的軸向張力之前,型材被加載和曲折的曲折進程,從而將它們壓入模具的空腔中構(gòu)成。

點擊查看宏鉅天成鋼管有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
