




控鋼筋自動(dòng)滾絲生產(chǎn)線(xiàn)生產(chǎn)廠家")
鋼筋鋸切. 墩粗 .套絲 打磨工藝實(shí)現(xiàn)了自動(dòng)化生產(chǎn)。提高了套絲生產(chǎn)設(shè)備的自動(dòng)化程度并減少勞動(dòng)力。 節(jié)約場(chǎng)地;套絲設(shè)備可與鋼筋剪切鋸切設(shè)備鏈接。鋼筋通過(guò)裁剪設(shè)備將鋼筋裁剪到規(guī)定長(zhǎng)度后直接進(jìn)入套絲設(shè)備。不需要占用場(chǎng)地存放鋼筋。減少人工;該設(shè)備操作人員只需要一個(gè)人就可完成炒作。無(wú)須吊裝和搬運(yùn)線(xiàn)體直接運(yùn)輸。提率;短時(shí)間實(shí)現(xiàn)從原材料到兩端套絲半成品。保證品質(zhì)。上下工序緊密銜接。及時(shí)發(fā)現(xiàn)異常并糾正。操作簡(jiǎn)單;設(shè)備配備人性化的操作程序。可選擇性作業(yè)。同時(shí)這兩個(gè)部套可以拆分開(kāi)作為獨(dú)立設(shè)備單獨(dú)使用。先進(jìn)的伺服控制系統(tǒng)。鋸切。套絲精度高。全自動(dòng)液壓鋼筋鐓粗機(jī)采用先進(jìn)液壓系統(tǒng)和電動(dòng)結(jié)構(gòu),海口數(shù)控鋼筋鋸切套絲生產(chǎn)線(xiàn)新產(chǎn)品、新技術(shù),只需按上一個(gè)電源按扭,整體鐓粗工作一次性完成,加工精度高,質(zhì)量保證。鋼筋鐓粗利用冷鐓的原理使鋼筋端頭塑性變形,直徑增大4~6mm,然后再加工螺紋。使加工螺紋后的實(shí)際截面積大于原鋼筋截面積,大大提高接頭的抗拉強(qiáng)度。這種鐓粗后的螺紋接頭經(jīng)拉伸實(shí)驗(yàn)檢測(cè)全部斷于母材,適用于建筑、路橋、高鐵、電站要求較高的工程;操作簡(jiǎn)單方便,省時(shí)省力。
控鋼筋自動(dòng)滾絲生產(chǎn)線(xiàn)生產(chǎn)廠家")
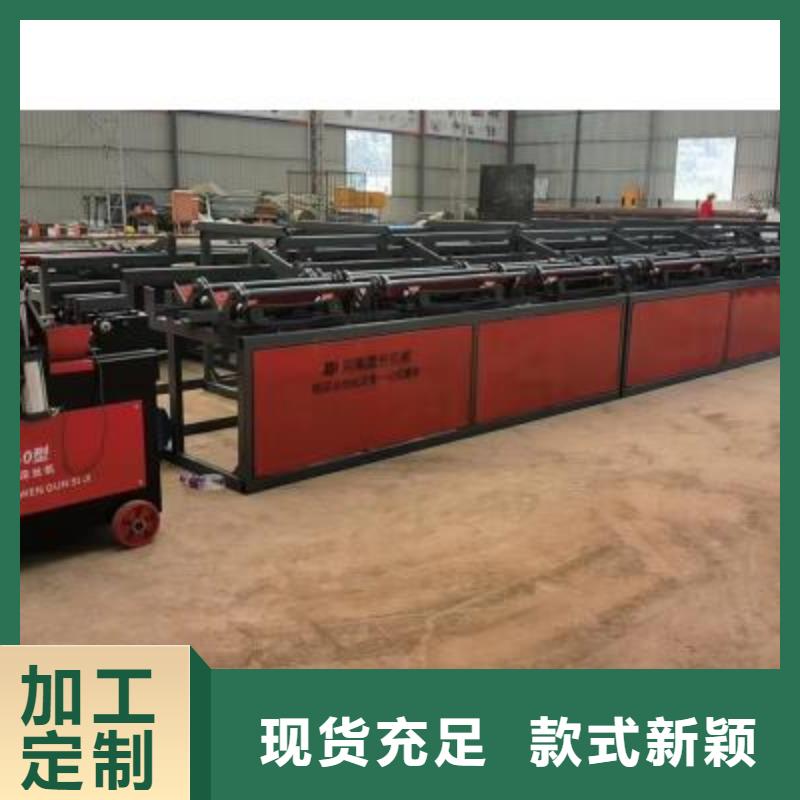
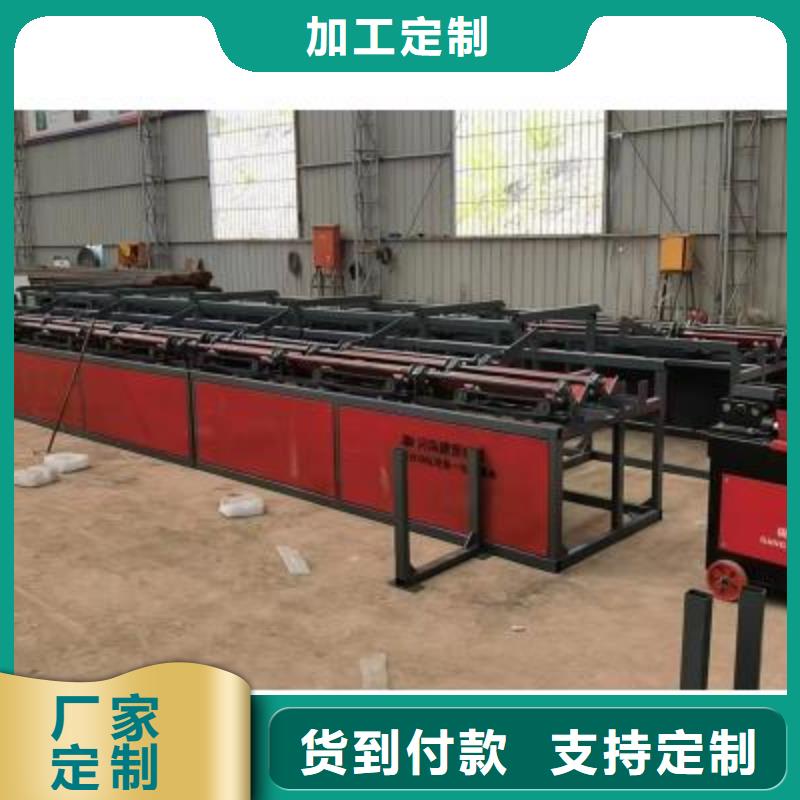
海口數(shù)控鋼筋鋸切套絲生產(chǎn)線(xiàn),是一款主要針對(duì)于不同鋼筋直徑、鋼筋棒材的鋸切,套絲,全自動(dòng)數(shù)控鋸切套絲一體機(jī),能夠?qū)摻畎舨陌凑招枨螅詣?dòng)鋸切成所需要長(zhǎng)度,并對(duì)下好料的棒材進(jìn)行分類(lèi)儲(chǔ)存,套絲,全自動(dòng)化大型的數(shù)控鋼筋鋸切套絲設(shè)備。1,采用伺服電機(jī),鋸切精度高。鋸切后的鋼筋自動(dòng)分料,套絲方便。2, 通過(guò)變頻電機(jī)驅(qū)動(dòng)絲杠機(jī)構(gòu)來(lái)調(diào)整剪切刀口與擋板之間的距離,采用編碼器測(cè)量,定尺精度高,可達(dá)±2mm,可剪切不同長(zhǎng)度的鋼筋。3, 采用液壓鋸切方式,體積小、產(chǎn)量高,與一些廠家的機(jī)械沖剪方式相比,具有噪音低,使用壽命長(zhǎng),設(shè)備運(yùn)行穩(wěn)定等特點(diǎn);與此同時(shí)鋼筋采用油缸壓料,壓力大,鋸切時(shí),鋼筋不會(huì)轉(zhuǎn)動(dòng),鋼筋切頭均勻。4,鋸床采用專(zhuān) 用的雙面夾緊鋸床。5、合理的氣動(dòng)系統(tǒng)設(shè)計(jì)理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應(yīng)控制氣缸的下方,響應(yīng)速度快,便后維護(hù)。
海口數(shù)控液壓鋼筋剪切生產(chǎn)線(xiàn)優(yōu)勢(shì):1、引進(jìn)歐洲設(shè)計(jì)理念,經(jīng)消化吸收并結(jié)合國(guó)內(nèi)鋼筋實(shí)際加工情況而研發(fā)的一種新型率鋼筋剪切設(shè)備,用于棒材鋼筋的切斷。2、 通過(guò)變頻電機(jī)驅(qū)動(dòng)絲杠來(lái)調(diào)整剪切刀口與定位擋板之間的距離,采用編碼器測(cè)量,定尺精度高,可達(dá)±2mm,可剪切各種長(zhǎng)度的鋼筋。3、 采用液壓剪切方式,體積小、剪切力大、產(chǎn)量高,與一些廠家的機(jī)械沖剪方式相比,具有噪音低,使用壽命長(zhǎng),設(shè)備運(yùn)行穩(wěn)定等特點(diǎn);與此同時(shí)鋼筋采用油缸壓料,壓力大,剪切時(shí),鋼筋不會(huì)轉(zhuǎn)動(dòng),鋼筋切頭均勻。海口數(shù)控棒材鋼筋剪切線(xiàn)產(chǎn)品特點(diǎn):剪切后輥道采用進(jìn)口PLC控制,移動(dòng)式軌道加固定擋板,精度高。液壓式剪切系統(tǒng),故障率低,可靠性高,剪切能力強(qiáng)。3、多擋板設(shè)計(jì),定位速度快,效率高。雙向收料,成品存放量提高一倍。配置套載,可大大提高材料的利用率 剪后輥道采用絲桿升降電機(jī)整體驅(qū)動(dòng),調(diào)整尺寸準(zhǔn)、快速、方便。剪后輥道卸料桿分為三段設(shè)計(jì),可根據(jù)不同鋼筋長(zhǎng)度滿(mǎn)足單獨(dú)工作、配合工作、同時(shí)工作的需求,可節(jié)省用氣量,提高響應(yīng)速度。整機(jī)原材料都經(jīng)過(guò)大型拋丸機(jī)設(shè)備進(jìn)行拋丸打磨、噴砂、底漆、面漆工藝,限度延長(zhǎng)了設(shè)備的使用壽命。
控鋼筋自動(dòng)滾絲生產(chǎn)線(xiàn)生產(chǎn)廠家")
控鋼筋自動(dòng)滾絲生產(chǎn)線(xiàn)生產(chǎn)廠家")
1、海口數(shù)控鋼筋鋸切套絲打磨生產(chǎn)線(xiàn)首先對(duì)原材料鋼筋進(jìn)行定尺的鋸切,在數(shù)控屏幕上設(shè)置需要鋸切鋼筋的長(zhǎng)度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動(dòng)撥到運(yùn)料軌道上,鋼筋自動(dòng)被運(yùn)送到鋸床進(jìn)行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長(zhǎng)度后再通過(guò)運(yùn)料軌道被運(yùn)送到鋸切完畢的半成品儲(chǔ)料倉(cāng)里等待套絲。4、半成品儲(chǔ)料倉(cāng)里的鋼筋被一根一根的翻轉(zhuǎn)到套絲軌道上,分別進(jìn)行兩個(gè)端頭的套絲。5、兩個(gè)端頭套絲完畢的鋼筋被翻轉(zhuǎn)到打磨軌道上進(jìn)行兩個(gè)端頭的打磨。6、兩個(gè)端頭打磨完畢的鋼筋被翻轉(zhuǎn)到成品儲(chǔ)料倉(cāng)里等待取用。由上可見(jiàn),整個(gè)的生產(chǎn)流程中使用人工的地方非常少,因而數(shù)控鋼筋鋸切套絲打磨生產(chǎn)線(xiàn)越來(lái)越多的出現(xiàn)在了施工現(xiàn)場(chǎng)。很多的施工方有剛開(kāi)始的不接受到后來(lái)的慢慢喜歡。數(shù)控鋼筋鋸切套絲打磨生產(chǎn)線(xiàn)越來(lái)越受到歡迎。在此向施工方要說(shuō)明的是鋸切套絲打磨生產(chǎn)線(xiàn)是對(duì)原材料鋼筋的兩個(gè)端頭進(jìn)行處理,而并非是對(duì)已經(jīng)做好的籠子成品進(jìn)行處理。而且數(shù)控鋼筋鋸切套絲打磨生產(chǎn)線(xiàn)也存在一些弊端,比如占地空間較大,對(duì)場(chǎng)地的平整度要求較高等。
海口數(shù)控鋼筋自動(dòng)滾絲生產(chǎn)線(xiàn)生產(chǎn)廠家