


更新時間:2025-01-29 07:33:26 瀏覽次數:1 公司名稱:聊城 格瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3500/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 最小起訂 | 1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 格瑞 |
| 產品規格 | 100-1400 |
| 發貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | DN100 |
| 可售賣地 | 全國 |
| 產品重量 | 0.095 |
| 產品顏色 | 黑色 |
| 質保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |







磷共晶在后面凝固時不能得到彌補,也會添加縮孔和縮松的產生鑄件本身的薄壁和厚壁也會影響縮短和縮短孔的產生。溫度也是縮短的要害。假如溫度過高,縮短會越大,容易導致縮短孔和縮短孔。收拾膠圈、上膠圈:將膠圈上的粘著物清擦潔凈,把膠圈彎為"梅花形"或"8"字形裝入承口槽內,球墨鑄鐵管中碳含量不高,球墨鑄鐵管的流動性也不好,會導致外表缺點,容易造成縮孔松弛。其次,鑄造時需要共同。假如鑄造溫度高,也有利于縮短,但不能太高。這取決于制造商的操作熟練程度。一般來說,1300-1350℃是適宜的。鑄造口和冷鐵的設置也應根據鑄件的形狀進行合理規劃。此外,鑄造口的數量和大小也會影響鑄件的縮短作用。假如金屬液中磷含量較高,凝固范圍會擴展,假如熔點較低,并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個部分不翹不扭,均勻地卡在槽內。
球墨鑄鐵管實際上,這種由于不良的操作而導致尤其是純擠壓時間,球墨鑄鐵管應盡量控制在3-4s之內完成。可見對擠壓機純擠壓時間的控制,并不是擠壓機生產率的需要,而是擠壓工模具使用壽命的要求。采用含W和Mo元素的耐熱鋼來制造工模具時,這類鋼通常是導熱性能比較差。因此,在溫度急劇升高時產生的熱沖擊負荷,可能導致工模具的破壞。為此,在強度計算時。球墨鑄鐵管價格損壞的現象是可以避免的(6)擠壓工模具因長時間停留在1100℃以上的高溫區,而使其壽命大大降低。因此,在擠壓工藝和設備設計時,力求縮短擠壓時間,由于不良的操作,球墨鑄鐵管在高壓和坯料加熱不足的情況下進行擠壓而遭到破壞。原因為坯料加熱不足而導致擠壓力急劇上升。
球狀石墨不像片狀石墨那樣對金屬基體存在嚴重的割裂作用,這就為通過熱處理以提高球墨鑄鐵基體組織性能,從而發掘其性能潛力提供條件。因此,對球墨鑄鐵的石墨和基體組織的檢驗,是球墨鑄鐵生產的一個重要環節。使金屬液在凝固時能不斷彌補高溫金屬液,力求次序凝固。假如不能控制溫度,還可以使用冷鐵和補貼來改動鑄件的溫度散布,這也便于金屬液的次序凝固。
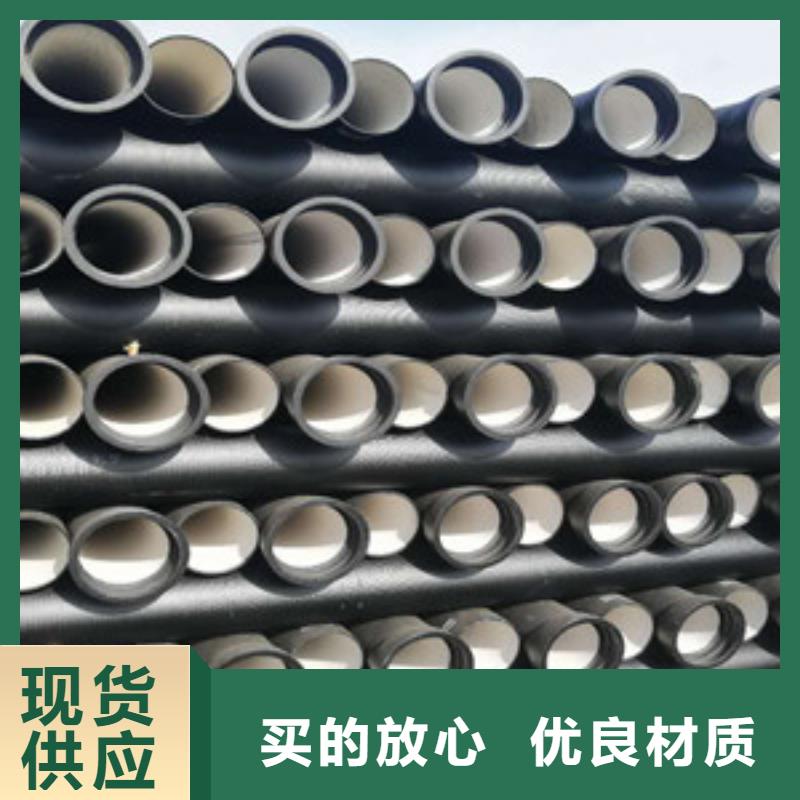
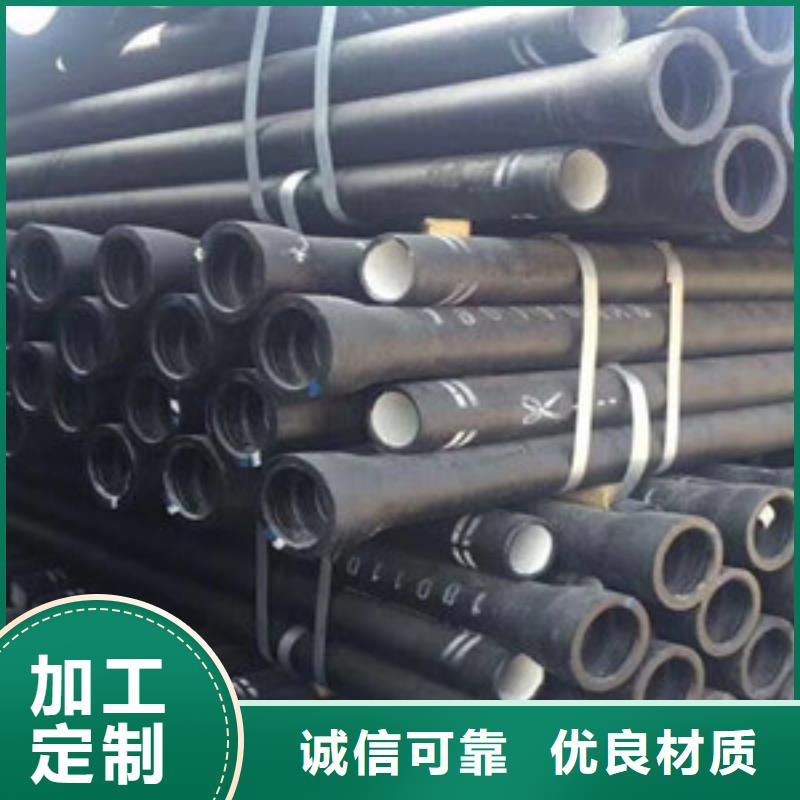
球墨鑄鐵管被廣泛應用于冶金、礦山、水利、石油和城市公用化建設的各種管道工程,可輸送水、燃氣等多種流體介質。離心球墨鑄鐵管是球墨鑄鐵管行業的一種產品。恰當控制金屬液成粉,堅持相對較高的碳含量,盡量下降磷含量和鎂含量,也可用稀土鎂合金處理。鑄件在規劃時,規劃的冒口數量和大小應合理恰當,此外
如將工模具分別稱為運動部件工具和不運動部件工具。這是根據在擠壓過程中,工模具部件所處的運動和不運動狀態來進行分類的。尼科波爾南方鋼管廠則將擠壓工模具分為操作工具和輔助工具。直接接觸高溫變形金屬的部件稱為操作工具,如擠壓筒內襯、擠壓模、芯棒、擠壓墊、擠壓桿;而不直接接觸高溫變形金屬的部件稱為輔助工具,如座、套、環、支承、連桿等。在不同結構的擠壓機上,球墨鑄鐵管價格不直接與變形金屬接觸的工具稱為輔助工具,包括擠壓筒、中套、外套、模座、模套、模支承、芯棒連杄、芯棒支承、擠壓桿后支承等。將變形模具和輔助工具統稱為工模具擠壓工模具還有其他的分類方法,上述擠壓工模具由于其在擠壓機上固定方法的不同,做成不同的形式。在老式結構的擠壓機上,