服務熱線:13100067565

更新時間:2025-01-27 10:12:01 瀏覽次數:3 公司名稱: 鑫福興管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運費說明 | 現付 |
| 最小起訂 | 1 |
| 質量等級 | K9 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鑫福興 |
| 產品規格 | DN80-DN1400 |
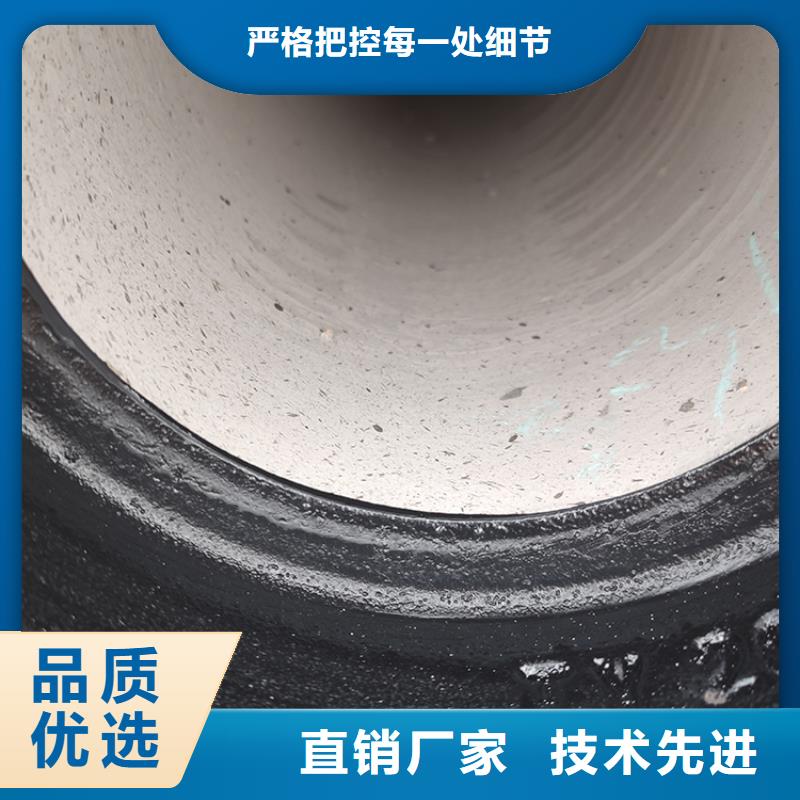

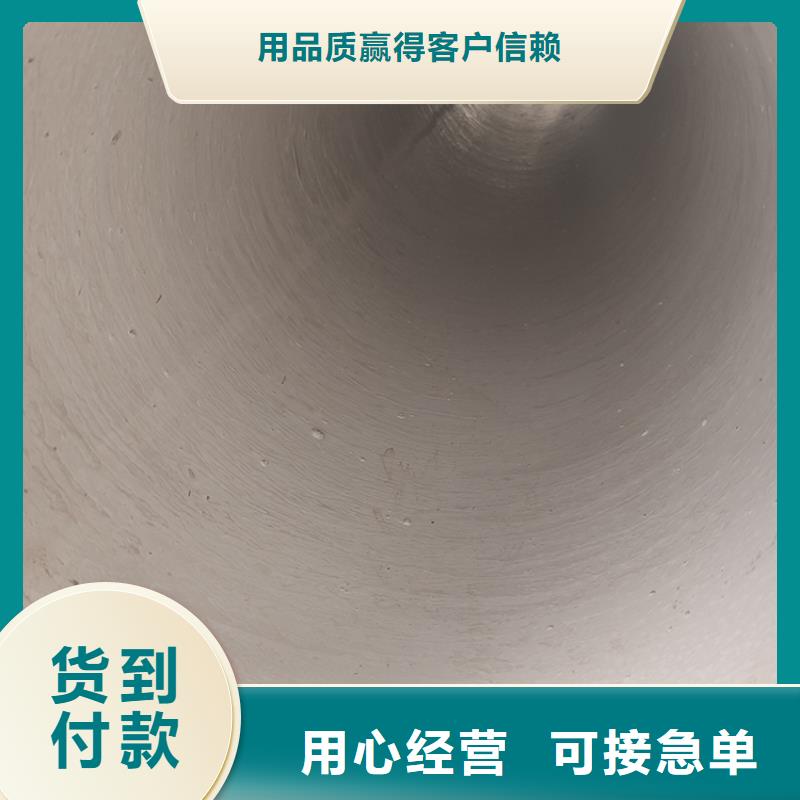


球墨鑄鐵管分為六種防腐層,分別是以下幾鐘防腐層:1. 瀝青漆涂層瀝青漆涂層是用于輸送燃氣的管道。噴漆前對管子進行預熱可以提高瀝青漆的附著力,加速干燥。2. 水泥砂漿內襯+特殊涂層這種內防腐措施適用于輸送污水的管道,可以提高內襯的抗腐蝕能力。3. 環氧煤瀝青涂層環氧煤瀝青涂層既適用于燃氣管道,也適用于污水管道。它是一種雙組分涂層,該涂層具有較高的附著力和非常光滑的表面4.環氧陶瓷內襯環氧陶瓷內襯適用于污水管道和燃氣管道,但是由于制造工藝難度大,成本高,所以在使用上有一定的局限性。環氧陶瓷內襯具有很高的附著力和光潔度,是一種極好的防腐蝕涂層。5. 鋁酸鹽水泥涂層或硫酸鹽水泥涂層這兩種特殊水泥涂層均適用于污水管道用球墨鑄鐵管的內防腐,提高抵抗污水中酸堿成分的侵蝕能力。6. 聚氨酯涂層是一種為適應環保需求而研制開發的一種新型綠色特殊涂層,有良好的耐磨和耐腐蝕性。
以彎頭為倒,若做長半徑彎頭,如鋼管,要先選定規格,提出管料。擴徑率,通過理論計算,一般擴徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴徑率為50%。選好原料后,按彎頭規格下料,再考慮曲率半徑 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計算可算出,然后以該長度為定尺進行切斷。 把料進行熱推制。推制機大家可能都看過,實際很簡單。它是一個牛角狀芯頭或芯棒,芯棒由細變粗,推制過程是一個擴徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動,有的通過機械傳動即絲杠傳動,然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個感應圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個。推好后,彎頭要就此熱狀態下進行整形。因為有的彎頭處理不當后,就會扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進行整形。整形模實際上是一個壓力機,要有一套模具,兩個半圓弧,上下各一個。整形后的外徑就達到了成品的尺寸要求了。壁厚就以來料的壁厚進行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過程中,正常情況下壁厚不應當發生變化,但如果因為工具原因,有的地方會發生減壁現象,所以一般提料時,壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達到了要求。下面就進行精整工序,經過噴丸處理,把彎頭內外表面的氧化鐵皮去除,把兩端進行坡口處理以便于焊接。再經過檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無縫鋼管作為原料的彎頭生產方法,超過24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進行無損探傷。由于有焊接應力的存在,所以還要進行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。
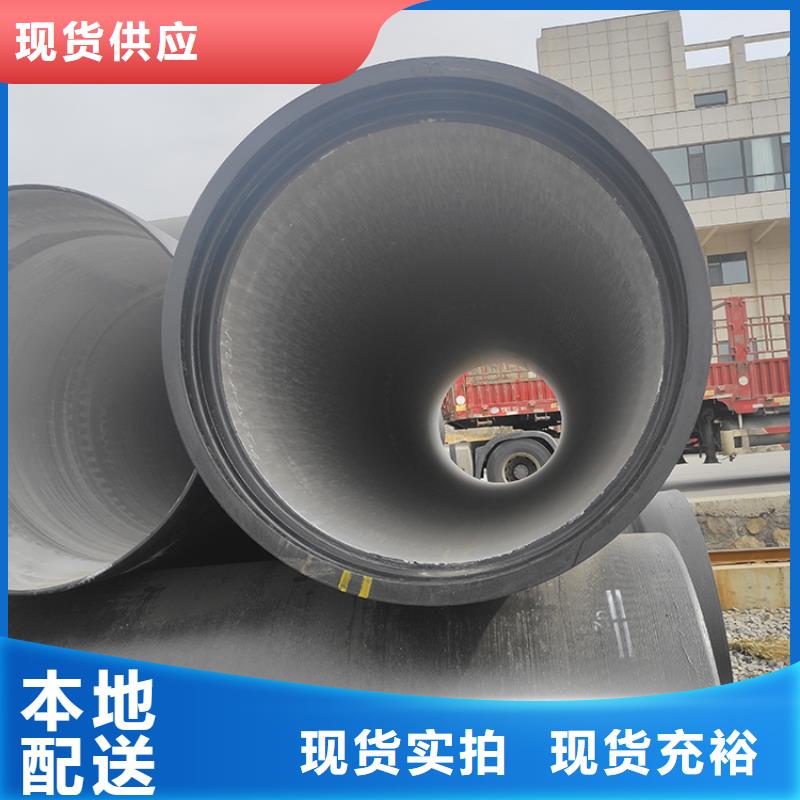
球墨鑄鐵管
球墨鑄鐵管連接橡膠橡膠主要用于制造耐油橡膠制品。簡稱NBR,由丁二烯與丙烯腈共聚而制得的一種合成橡膠。是耐油(尤其是烷烴油)、耐老化性能較好合成橡膠。因此耐油密封制品以采用橡膠為主。通常輸油管道,排污管道使用NBR膠圈。03EPDM膠圈Ethylene Propylene Diene Monomer膠圈,中文品名為:三元乙丙橡膠膠圈,三元乙丙橡膠是乙烯、丙烯和少量的非共軛二烯烴的共聚物,是乙丙橡膠的一種,以EPDM(Ethylene Propylene Diene Monomer)表示,因其主鏈是由化學穩定的飽和烴組成,只在側鏈中含有不飽和雙鍵,故其耐臭氧、耐熱、耐候等耐老化性能優異。。三元乙丙橡膠可廣泛用于汽車部件、建筑用防水材料、電線電纜護套、耐熱膠管、膠帶、汽車密封件等領域,乙丙橡膠有優異的耐天候、耐臭氧、耐熱、耐酸堿、耐水蒸汽、顏色穩定性、電性能、充油性及常溫流動性。乙丙橡膠制品在120℃下可長期使用。適用于對膠圈性能要求比較高,管道要求比較高的情況。
球墨鑄鐵管主要稱之為離心球墨鑄鐵管,它具有鐵的本質、鋼的性能,防腐性能優異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業給水、輸氣輸油等。離心球墨球鐵管由于強度高、塑性好、耐腐蝕性好等優點,故在供水、輸氣管道中大量應用。工業發達的離心球鐵管產量已占鑄管總產量的95%~98%,球鐵總產量的40%~50%,成為球鐵的大用戶。中小口徑(<1000mm)鑄管采用水冷金屬型工藝(即冷模法);大口徑采用熱模法(噴涂料和襯樹脂砂)。國外已能生產大 0mm×4000mm的鑄管。