

<海北>神悅鋼材有限公司
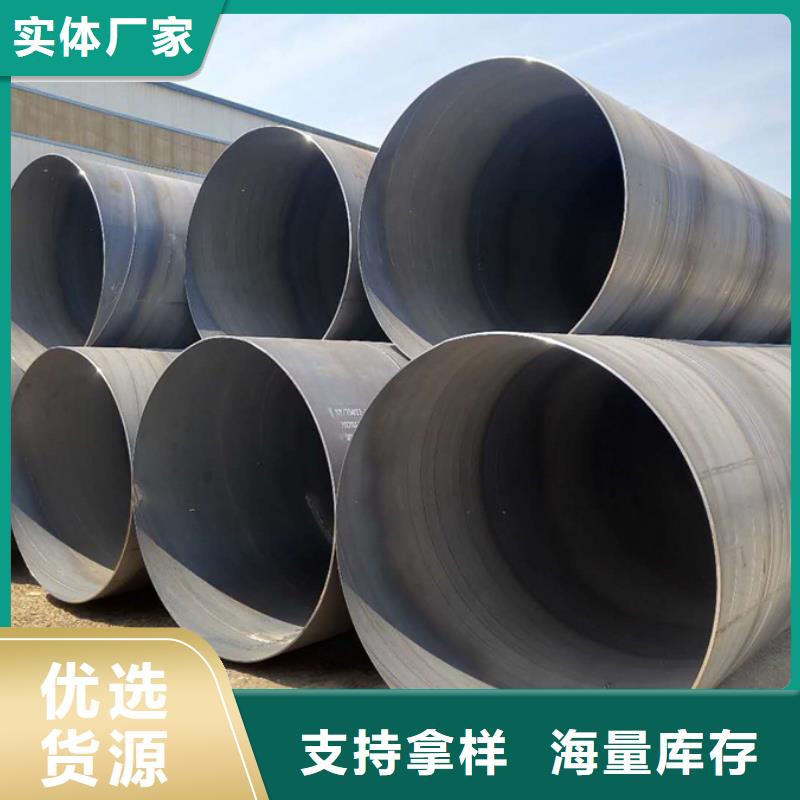
對于海北防腐螺旋管來說一般常用的有布氏、洛氏、維氏硬度三種。 1、維氏硬度(HV)維氏硬度試驗也是一種壓痕試驗方法,是將一個相對面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗力(F)壓入試驗表面,經規定保持時間后卸除試驗力,測量壓痕兩對角線長度。維氏硬度值是試驗力除以壓痕表面積所得之商,其計算公式為式中:HV--維氏硬度符號,N/mm2(MPa); F--試驗力,N; d--壓痕兩對角線的算術平均值。維氏硬度采用的試驗力F為5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六級,可測硬度值范圍為5~1000HV。 2、布氏硬度(HB)用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)布氏硬度值是以試驗力除以壓痕球形表面積所得的商。3、防腐螺旋鋼管的洛氏硬度(HK)洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。即,在初邕試驗力(Fo)及總試驗力(F)的先后作用下,將壓頭壓入試樣表面,經規定保持時間后,卸除主試驗力,用測量的殘余壓痕深度增量(e)計算硬度值。
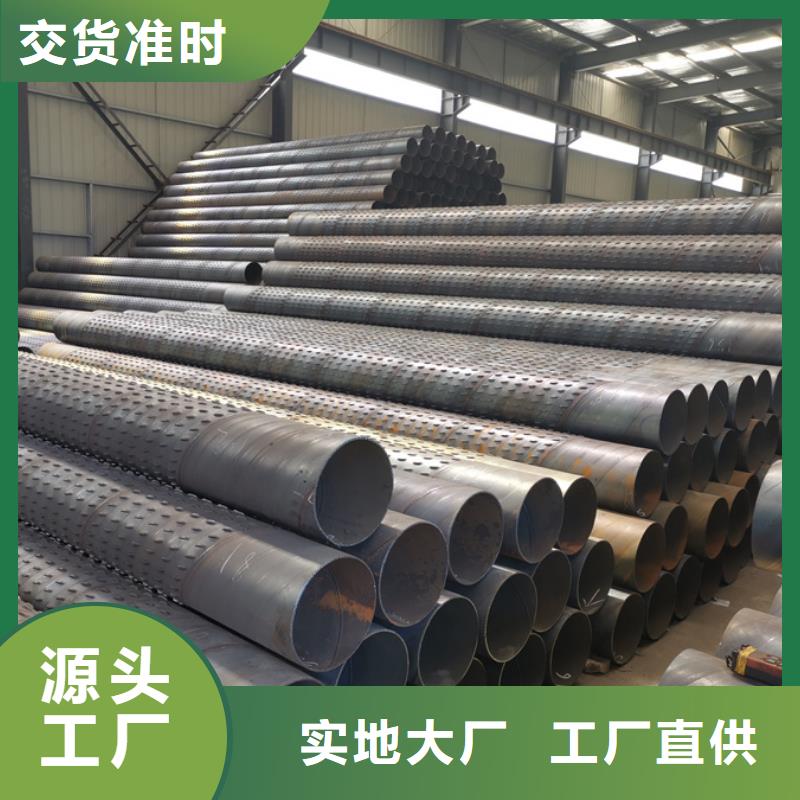
1、海北鍍鋅螺旋管氣泡 氣泡經常出現在焊道的中心,而氫仍然以氣泡的形式隱藏在焊縫金屬中。主要原因是焊絲和焊劑表面有水分,未經干燥處理直接使用。另外,焊接過程中電流小,焊接速度過快,也會加速金屬的凝固。 2、海北鍍鋅螺旋管咬邊 V形坡口沿焊縫中心線在焊縫邊緣出現,主要是由于焊接速度、電流、電壓等條件不當,焊接速度過高而不適合產生邊緣咬邊缺陷。 3、海北鍍鋅螺旋管熱裂紋 產生熱裂紋的原因是焊接應力大,或焊接金屬中硅元素含量高。另一個是硫磺裂縫。坯料為強硫偏析帶板(屬軟沸騰鋼)。在焊接過程中,硫化物進入焊縫金屬并產生裂紋。 4、海北鍍鋅螺旋管焊透度不足 內外焊接金屬的重疊度不夠,有時未焊透等。


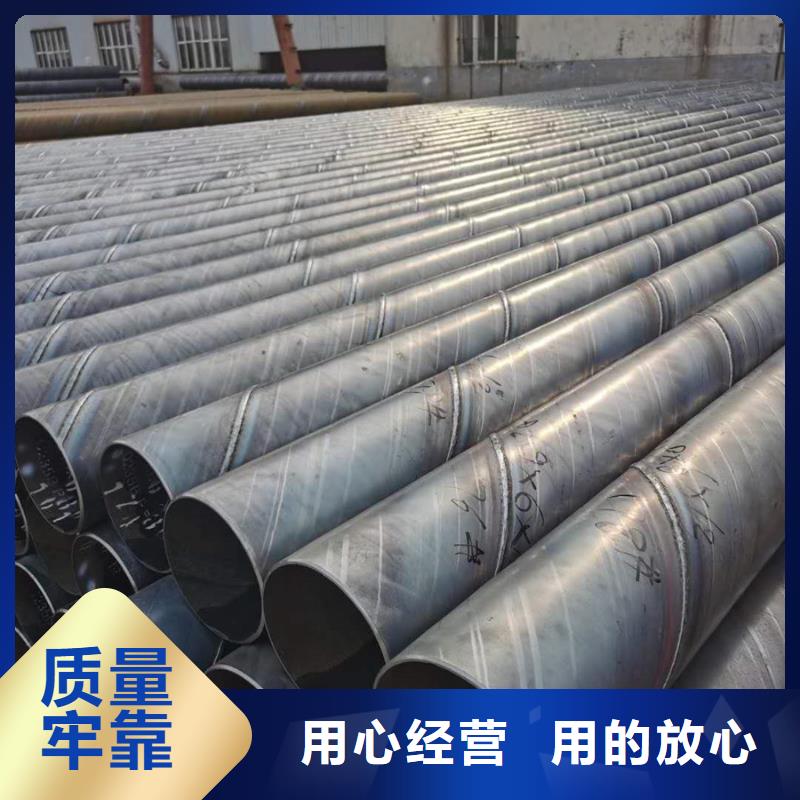
海北大口徑螺旋管廠家也用于低碳鎳鉻鋁復合銅面低碳鋅鉻鋁與鋼以及其他鎳基合金的焊接和鋼材表面鋅鉻鋁鎢層的堆焊們焊絲用于高強度耐腐蝕鋅合金,特別是和的焊接,也用于與鋼的焊接和高強度保鉻鉬合金表面堆焊。強度達到大值時,焊后需要進行沉淀火,可進行鋼與鎳基高溫合金組合的焊接概述鎳與鐵在周期表中同屬Ⅷ族,這是具有鐵磁性的元素,序號也相鄰,其結晶性能晶格類型原子半徑外層電子數目均相近,自然冶金相溶性較好,是一種少有的液態固態都能互為溶劑無限互溶的連續固溶體。因此,其熔焊焊接性良好,常用焊接方法不需要用特殊的工藝措施都能獲得滿意的接頭質量。
對于海北防腐螺旋管來說一般常用的有布氏、洛氏、維氏硬度三種。 1、維氏硬度(HV)維氏硬度試驗也是一種壓痕試驗方法,是將一個相對面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗力(F)壓入試驗表面,經規定保持時間后卸除試驗力,測量壓痕兩對角線長度。維氏硬度值是試驗力除以壓痕表面積所得之商,其計算公式為式中:HV--維氏硬度符號,N/mm2(MPa); F--試驗力,N; d--壓痕兩對角線的算術平均值。維氏硬度采用的試驗力F為5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六級,可測硬度值范圍為5~1000HV。 2、布氏硬度(HB)用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)布氏硬度值是以試驗力除以壓痕球形表面積所得的商。3、防腐螺旋鋼管的洛氏硬度(HK)洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。即,在初邕試驗力(Fo)及總試驗力(F)的先后作用下,將壓頭壓入試樣表面,經規定保持時間后,卸除主試驗力,用測量的殘余壓痕深度增量(e)計算硬度值。
