您的位置>首頁 >海北當地行業新聞News >
支持定制的液壓機械用絎磨管銷售廠家
更新時間: 2025-01-07 06:01:11 瀏覽次數:3
以下是:支持定制的液壓機械用絎磨管銷售廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 6500/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20#珩磨管 |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 油缸汽車配件 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/Q345B/27SiMn |
|---|
| 質量等級 | 正品 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 是否廠家 | 是 |
|---|
| 加工定制 | 是 |
|---|
以下是:支持定制的液壓機械用絎磨管銷售廠家的圖文視頻
導讀 在青海省海北市采買支持定制的液壓機械用絎磨管銷售廠家到安達液壓機械有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-17706353138,QQ:3573482096,地址:《聊城遼河路燕山路交叉口南500米東首發貨到青海省 海北市 》。 青海省,海北藏族自治州 海北州地處青海省東北部、青藏高原東北部,黃土高原西緣,屬高原大陸性氣候。海北藏族自治州境內經青海省人民政府先后公布的文物保護單位有36處。其中,屬于文物保護單位的有西漢西海郡治龍夷城;屬于省級文物保護單位的有11處;共清理墓葬40余座,出土文物700余件。這里也是王洛賓先生創作歌曲《在那遙遠的地方》時的采風地。
<海北>九冶管業有限公司
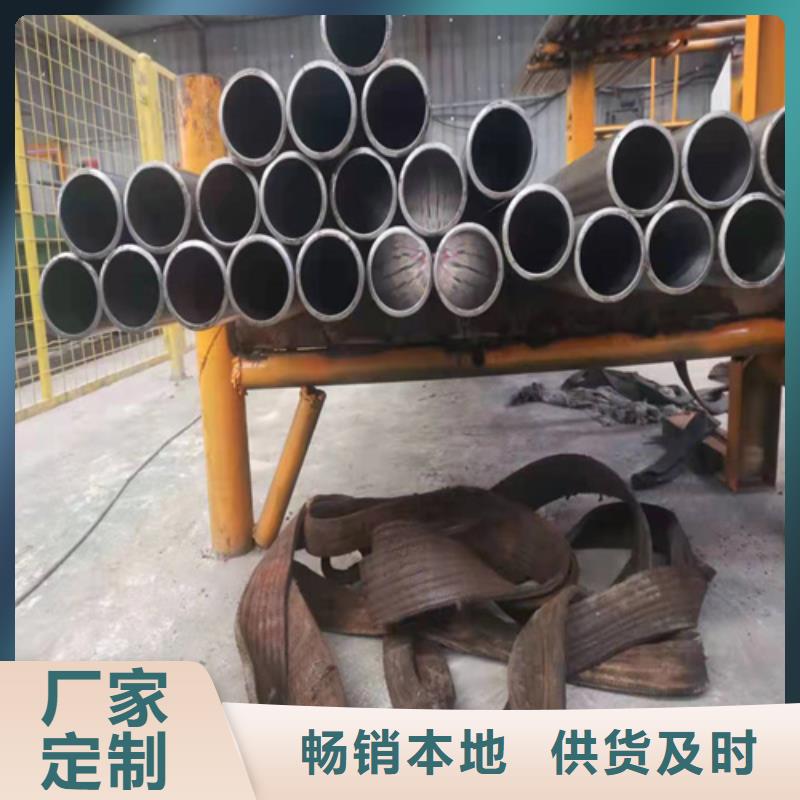
海北支持定制的液壓機械用絎磨管銷售廠家
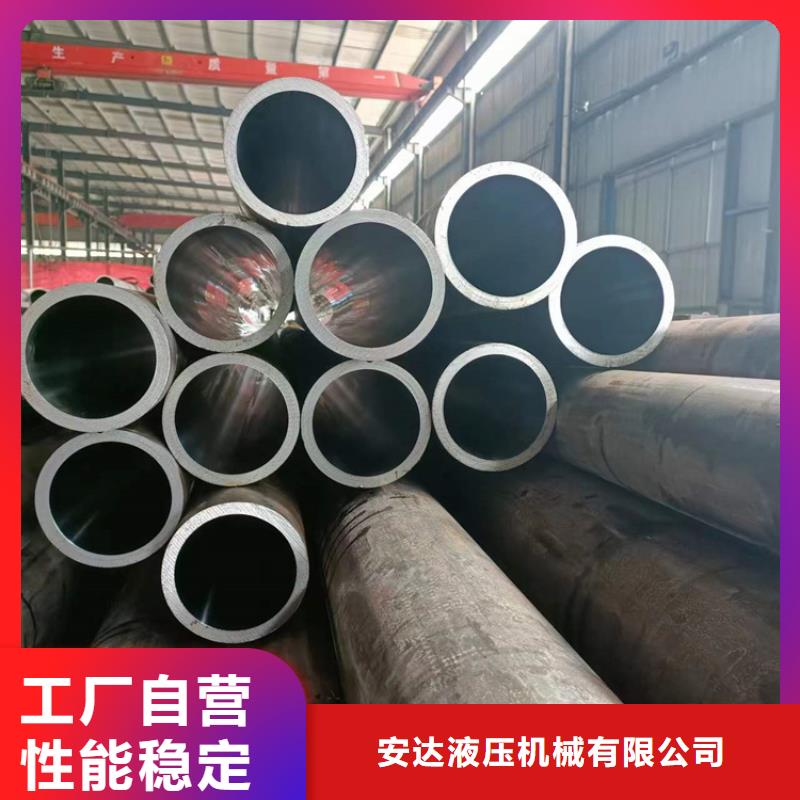
對珩磨管制成的油缸缸筒進行滾壓,就是為了減少珩磨管表面微小裂紋,對裂縫進行封閉,同時還可以提高珩磨管抗疲勞強度。須重點注意的是,滾壓前 用浮動鏜刀精加工,以此保證滾壓前孔壁的光潔度、滾壓余量和確保孔的幾何尺寸精度。珩磨管與普通無縫鋼管相比的話,很明顯珩磨管的優勢要更加突出,雖然珩磨管每噸會比無縫鋼管貴差不多五百左右,但是珩磨管的外徑更小,而且精度高,珩磨管有較好的表面質量。關鍵的是,珩磨管可以進行小批量生產,大大提高了工作效率。而且珩磨管的橫截面積可以被制作成各種復雜形狀,在此情況下,珩磨管產品的優越


海北支持定制的液壓機械用絎磨管銷售廠家
<海北>九冶管業有限公司
海北支持定制的液壓機械用絎磨管銷售廠家
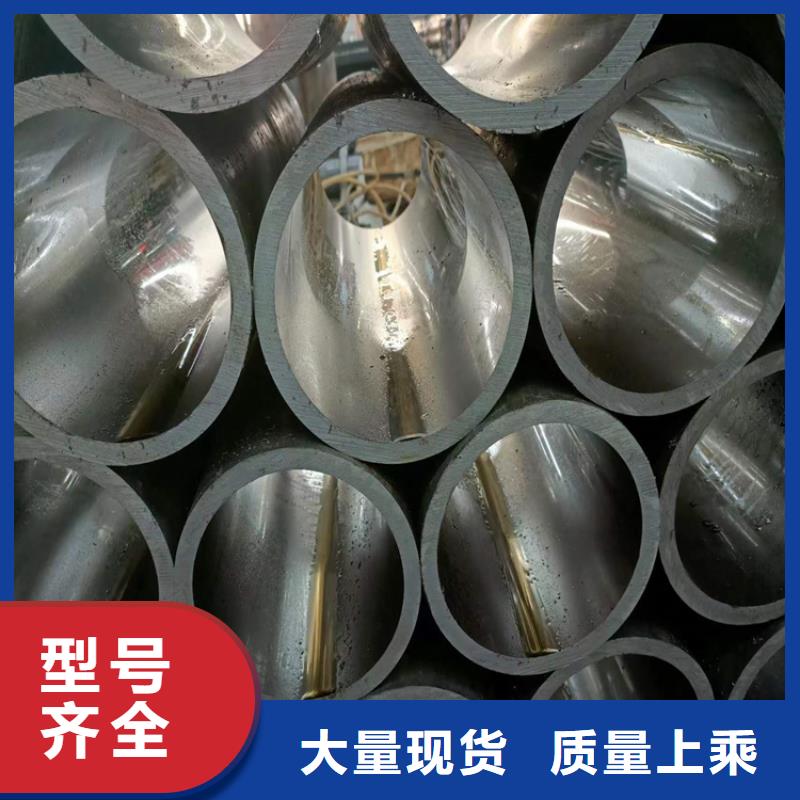
油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現較大的誤差,以免損壞缸筒內壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。


總結 您是想要在青海省海北市采購高質量的支持定制的液壓機械用絎磨管銷售廠家產品嗎?安達液壓機械有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的支持定制的液壓機械用絎磨管銷售廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。