

產(chǎn)品詳細(xì)介紹
哈爾濱珩磨油缸管現(xiàn)貨熱銷 <哈爾濱>九冶管業(yè)有限公司
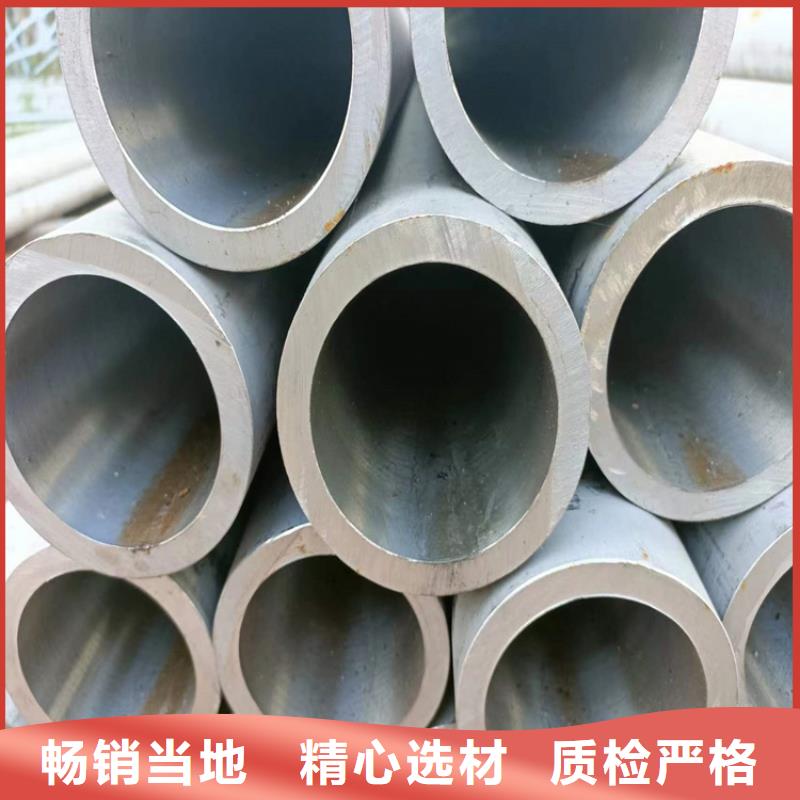
絎磨管滾壓加工是一種無(wú)切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無(wú)法做到的。滾壓加工是一種無(wú)切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無(wú)法做到的。 公司擁有絎磨管機(jī)組4條,可加工生產(chǎn)30--600的絎磨管(航模管 油缸管)。本公司生產(chǎn)的絎磨管(航模管 油缸管)粗糙度基本能達(dá)到Ra≤0.08μm左右,修正圓度,橢圓度可≤0.01mm,提高表面硬度,使受力變形,硬度提高HV≥4°,加工后有殘余應(yīng)力層,提高疲勞強(qiáng)度提高30%,提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命。油缸鋼管 珩磨管 航模管 油缸管 壓氣動(dòng)缸筒尺寸和精度
貨熱銷")
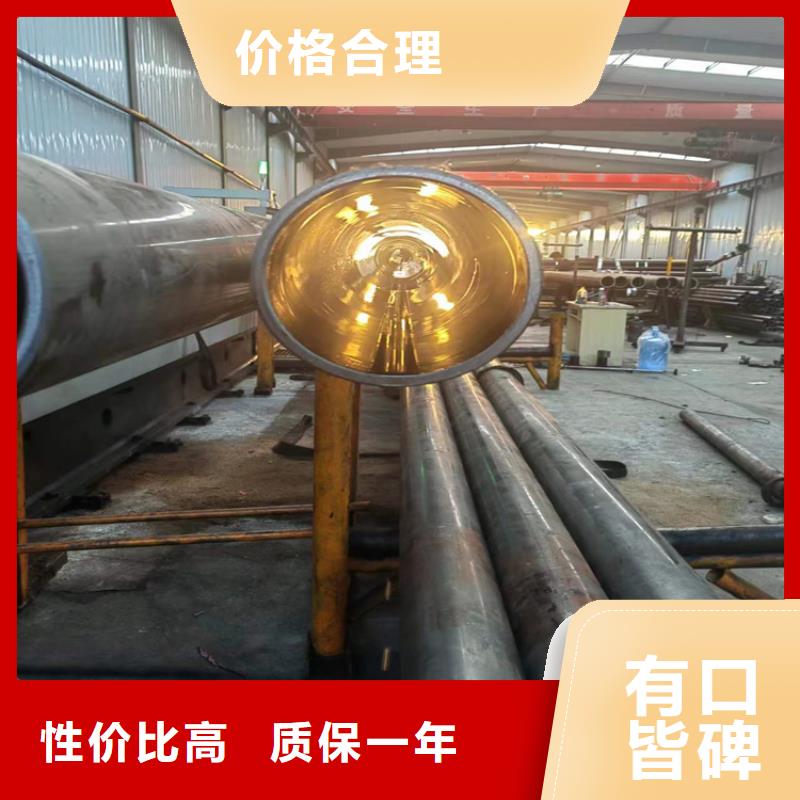
熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,絎磨管經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī)控制軋制,終軋后即經(jīng)過(guò)層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚(yú)尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
<哈爾濱>九冶管業(yè)有限公司 哈爾濱珩磨油缸管現(xiàn)貨熱銷 <哈爾濱>九冶管業(yè)有限公司珩磨鋼管的光潔度?從珩磨的工藝上來(lái)說(shuō),只要選擇合適的絎磨管,粗糙度可以達(dá)到Ra0.4以上,當(dāng)然還要看鋼管的材質(zhì)了,材質(zhì)硬度高的粗糙度就會(huì)好一些,反之就會(huì)差一些。珩磨制造中,光潔度、粗糙度是用來(lái)表示另件表面的平整(光滑)程度的。 光潔度的數(shù)值越大,表示珩磨管表面越平整、光滑,這是舊標(biāo)準(zhǔn)使用的表示方法,現(xiàn)在已經(jīng)不使用。 粗糙度的數(shù)值越小,表示珩磨管表面越平整、光滑,這是目前 標(biāo)準(zhǔn)和國(guó)際標(biāo)準(zhǔn)的表示方法。
貨熱銷")