




哈爾濱專業生產制造20#精密管公司
精密無縫管的特有的特點是啥
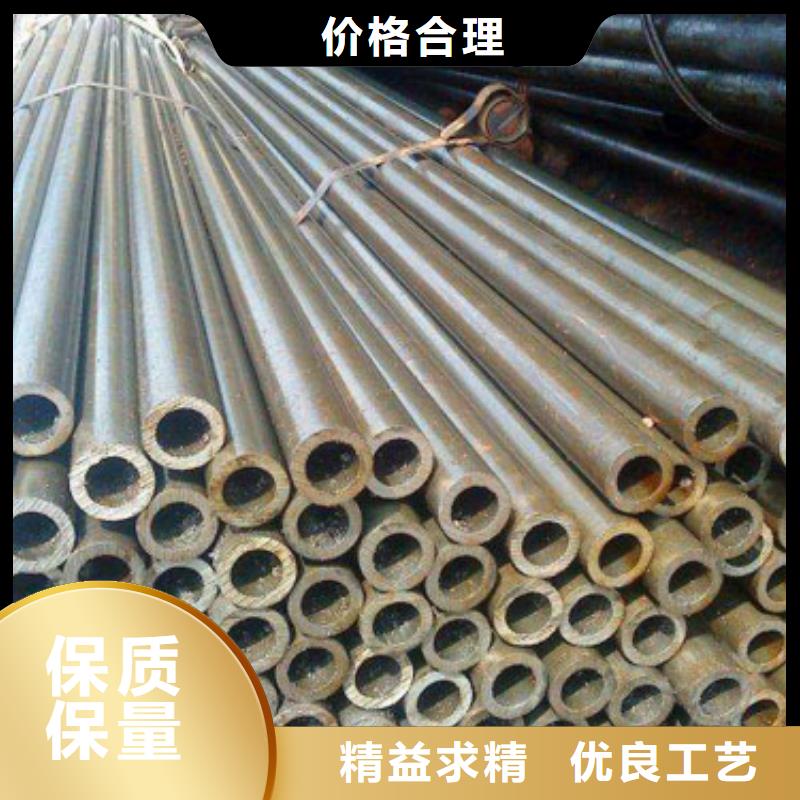
1.哈爾濱精密管廠家生產的精密無縫管和無縫管的差別油后便可做成、無縫管關鍵特點是無焊接
縫,可承載很大的工作壓力。產品能夠是很不光滑的鑄態或冷撥件。精密無縫管是近些年來發生的
產品,主要是內螺紋、表面規格有嚴格要求的尺寸公差及表面粗糙度。
2.冷拉精密無縫管的特點直徑更小。高精度可做小批量生產生冷食物拔制成品高精度,表層質
量好。無縫鋼管橫總面積更繁雜無縫鋼管功能更優越,金屬材料較為密。熱扎精密無縫管后的差別
熱扎精密無縫管用軋鋼圓管料方坯或初軋方坯作原材料,經步進式熱處理爐加溫,髙壓水除鱗后加
入粗擠壓機,粗軋料經切頭、尾、再進到精擠壓機,執行計算機系統控制冷軋,終軋后即經由層.流
制冷和卷取機放卷、變成直發卷。
3.直發卷的頭、尾通常呈舌狀及魚身狀,薄厚、總寬精密度較弱,邊緣常存有浪形、壓邊、塔
形等缺點。其卷重較重、卷鋼直徑為760mm。將直發卷經切頭、切尾、裁邊及多道次的校直、整
平等鑄軋線解決后,再切板或重卷,即變成:熱軋鋼、整平熱軋圓鋼卷、縱剖帶等產品。
哈爾濱專業生產制造20#精密管公司
哈爾濱精密管生產中幾個關鍵技術問題 1.對原材料材質的質量要求:哈爾濱精密鋼管的原材料,除必須達到
普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學成分:冶煉時,重點是
提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應后步冷變
形加工,硫含量 不要超過0.02%,因此要嚴格控制鋼的化學成分,同時為保證產品具有良好的
力學性能,冷彎,焊接等工藝性能,還需適當增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼
帶軋制時,應采用AGC和板形控制系統,提高鋼帶厚度精度和版型精度。同時還要采用控制冷卻方
法,提高鋼帶的強韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接
質量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結晶水,在焊接過程中,高溫會使其中的氧
氫折出,如不能排出,存在于焊縫之中,易產生氣孔微裂紋,改變組織結構,降低材料塑形,降低
延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機組成型及定徑部分
孔型設計和調整方法均會直接影響焊接質量的優劣。傳統的成型工藝為輥式成型工藝,有單半徑、
雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成
形質量。各種成型工藝技術,有不同優缺點,適合不同的條件,根據產品的大綱、產品用途應在設
備選型時慎重考慮、以選擇不同的成型工藝技術。為了減少彈性變形,對于精密焊管機組加工變形
道次都比普通焊管道次響應增加2、3道次。

 <哈爾濱>大金鋼管制造有限公司
<哈爾濱>大金鋼管制造有限公司
哈爾濱專業生產制造20#精密管公司
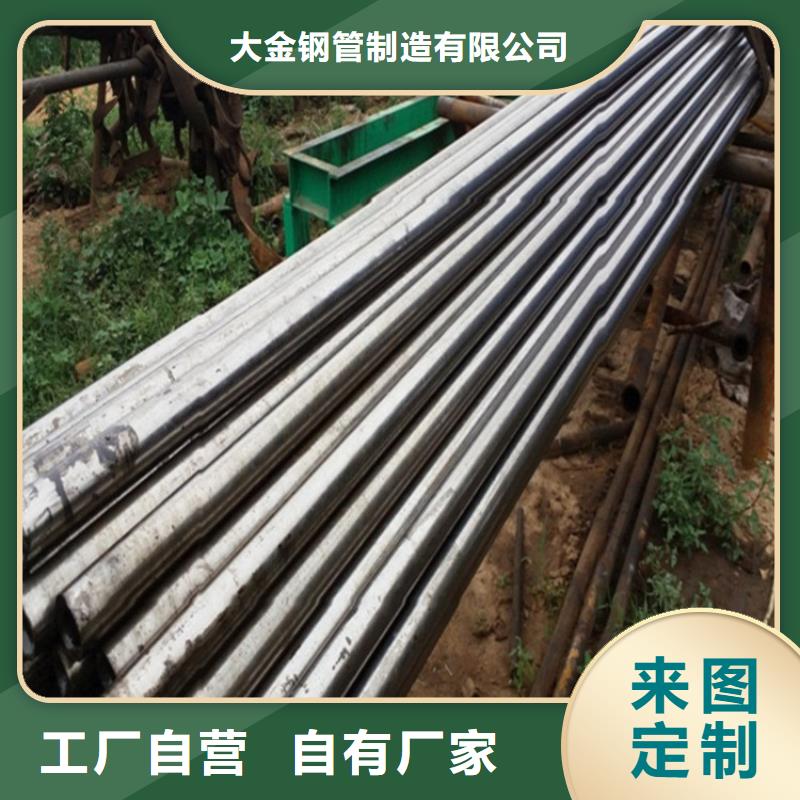
大家都知道油氣管道的要求非常的高,不僅需要密封性好,還要不會生銹,并且有利于液體的長距離運輸。以前我們在前兩個特點都能夠滿足,但是適于長途運輸很難做到。所以經過近一年的研究,終于攻破了這項難題。
哈爾濱精密管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調整),邊成型邊焊接,其焊縫成螺旋線,優點是同一規格的帶鋼可生產多種直徑規格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態。哈爾濱精密管近期技術進行改革,沒有做什么宣傳,不過正好我們的新技術也研究成功了。現在產品終于可以成功用于油氣管道的運輸了。
