

 <哈爾濱>鵬鑫鋼鐵
哈爾濱高頻焊管直供廠家
<哈爾濱>鵬鑫鋼鐵
哈爾濱高頻焊管直供廠家

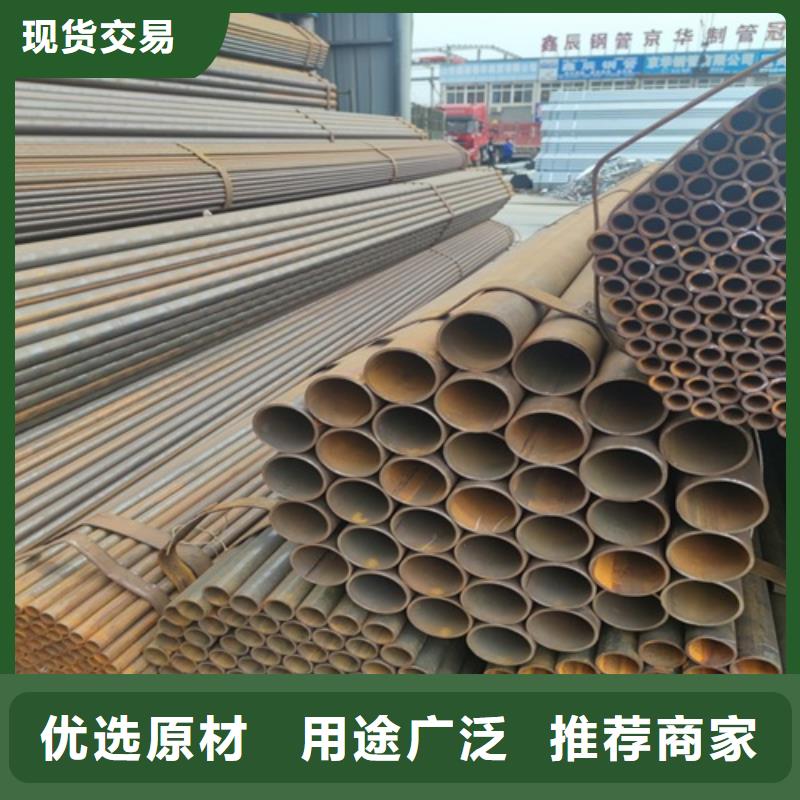
焊管預(yù)焊常見的三個問題 焊管在預(yù)焊過程中,可能會在其的背面出現(xiàn)焊瘤或者是燒穿的問題。這時候如果將背面焊瘤進(jìn)行清理的話,則需要花費較多的時間,這樣一來就會影響到正常正常工作的效率。而如果不的話,則可能會影響到焊管內(nèi)焊焊接成型以及內(nèi)焊焊縫的跟蹤。 如果情況比較嚴(yán)重,導(dǎo)致焊管的背面被燒穿,那么這時候就應(yīng)當(dāng)進(jìn)行填補。之所以會出現(xiàn)這樣的問題,主要的原因有:1、合縫過松,或者是液壓系統(tǒng)壓力過低;2、成型不佳,圓度偏差大;3、設(shè)定的預(yù)焊工藝參數(shù)不合理。一般來說,所選擇的焊接電流和電壓應(yīng)當(dāng)配以適合的焊接速度。 如果所設(shè)定的焊接速度不合理,就可能會出現(xiàn)這些問題。因此,在整個焊接過程中,都需要合理控制焊接速度。第二個問題就是焊管出現(xiàn)了氣孔。總的來說,預(yù)焊焊縫有氣孔就意味著其的焊接出現(xiàn)了缺陷。出現(xiàn)氣孔主要包括三個原因,個就是所使用的保護(hù)氣體質(zhì)量不佳,比如其中含有水分,或者是壓力流量不夠等。 另外一個原因就是焊管的坡口上面存在有污跡,或者是生銹等引起的氣孔,還可能是焊槍出現(xiàn)部分堵塞,從而使得保護(hù)氣體形成的氣罩不均,從而導(dǎo)致產(chǎn)生氣孔。 一個問題就是焊管的成型質(zhì)量較差。通常情況下,焊縫的成型質(zhì)量是和線能量密切相關(guān)。所以,在焊接電流和電弧電壓保持一致的情況下,焊接速度越大,那么越可能會造成焊縫成型差。



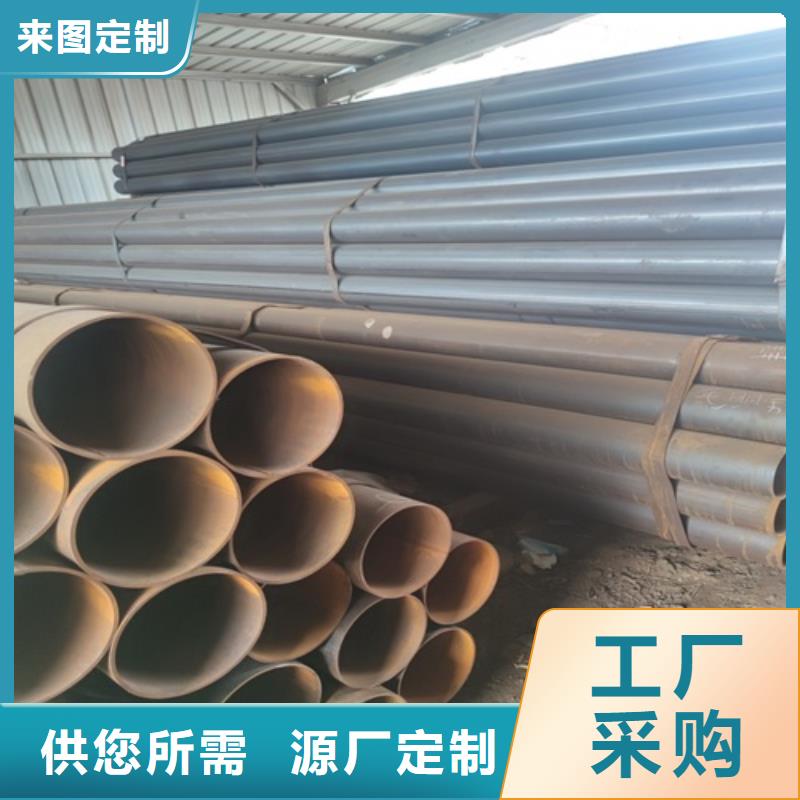
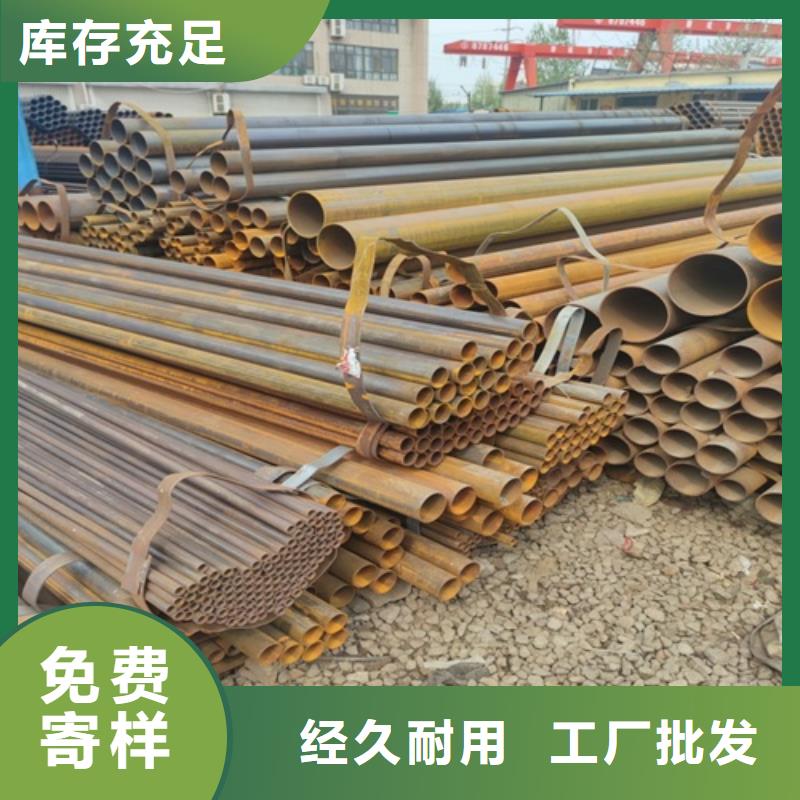
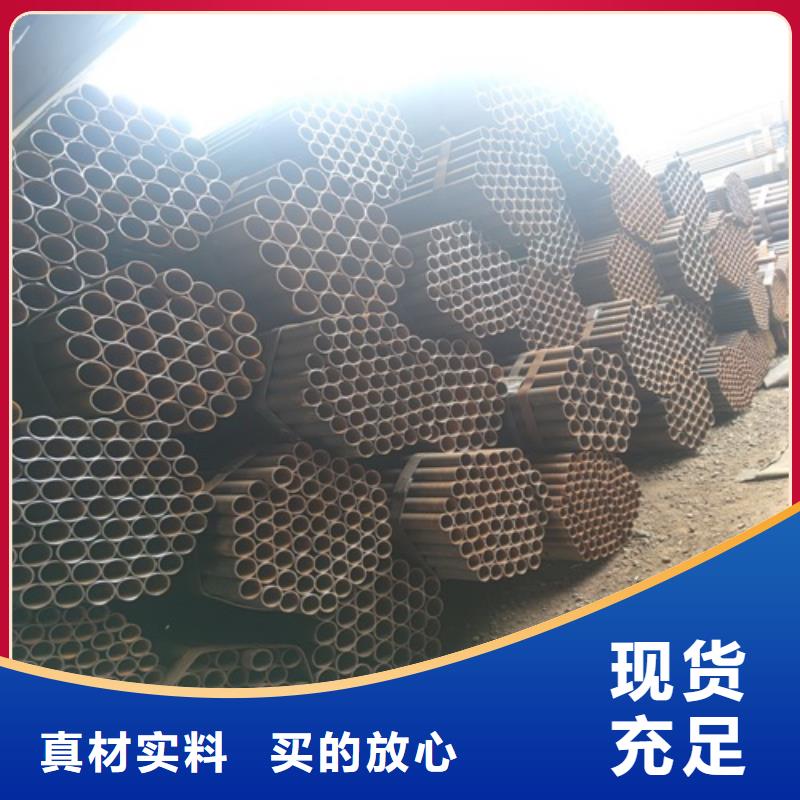
Q235B焊管生產(chǎn)流程: 1、直縫焊管生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低; 2、直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經(jīng)過簡單拋光,拉絲就可以了; 3、補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。


