




別再等待了,僅僅一分鐘,就能通過(guò)我們的球墨鑄鐵管配件球墨鑄鐵管細(xì)節(jié)嚴(yán)格凸顯品質(zhì)產(chǎn)品視頻探索到無(wú)數(shù)令人心動(dòng)的細(xì)節(jié)和亮點(diǎn)。
以下是:球墨鑄鐵管配件球墨鑄鐵管細(xì)節(jié)嚴(yán)格凸顯品質(zhì)的圖文介紹

節(jié)嚴(yán)格凸顯品質(zhì)")
節(jié)嚴(yán)格凸顯品質(zhì)")
球墨鑄鐵管管件的生產(chǎn)規(guī)范有哪些 GB/T12772-2007灰口鑄鐵柔性鑄鐵管、管件相關(guān)規(guī)范 GB/T 223.3—1988 鋼鐵及合金化學(xué)分析辦法二安替比林甲烷磷鉬酸分量法測(cè)定磷量 GB/T 233.61—1988 鋼鐵及合金化學(xué)分析辦法磷鉬酸銨容量法測(cè)定磷量 GB/T 223.68—1997 鋼鐵及合金化學(xué)分析辦法管式爐內(nèi)燃燒后碘酸鉀滴定法測(cè)定硫含量 GB/T 223.72—1991 鋼鐵及合金化學(xué)分析辦法氧化鋁色層分離-硫酸鋇分量法測(cè)定硫量 GB/T 228—1987 金屬拉伸實(shí)驗(yàn)法 GB/T 528—1998 硫化橡膠或熱塑性橡膠拉伸應(yīng)力應(yīng)彎性能的測(cè)定 GB/T 531—1992 硫化橡膠邵爾A硬度實(shí)驗(yàn)辦法 GB/T 1682—1994 硫化橡膠低溫脆性測(cè)定 單試樣法 GB/T 1683—1981 硫化橡膠恒定形變緊縮 變形的測(cè)定辦法 GB/T 1685—1982 硫化橡膠在常溫文高溫下緊縮應(yīng)力松懈的測(cè)定 GB/T 1690—1992 硫化橡膠耐液體實(shí)驗(yàn)辦法 GB/T 3422—1982 連續(xù)鑄鐵管 GB/T 3512—1983 橡膠熱空氣老化實(shí)驗(yàn)辦法 球墨鑄鐵管配件
節(jié)嚴(yán)格凸顯品質(zhì)")
節(jié)嚴(yán)格凸顯品質(zhì)")
節(jié)嚴(yán)格凸顯品質(zhì)")
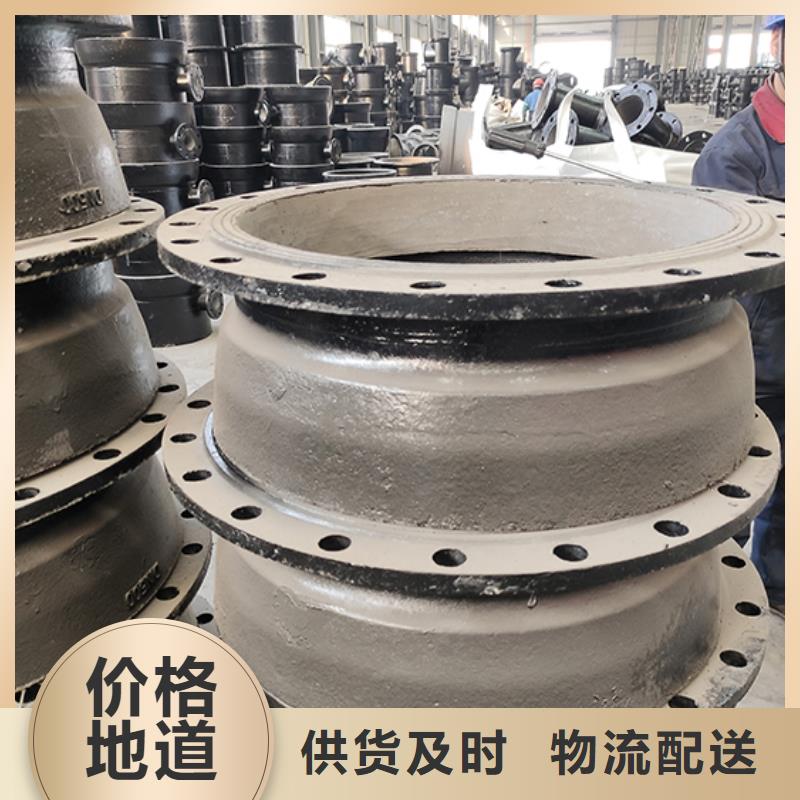
1.球墨鑄鐵管校圓: 經(jīng)過(guò)運(yùn)用液壓或機(jī)械起重的辦法,頂起內(nèi)部向外壓,或從管子表面面運(yùn)用壓力向內(nèi)壓.為了防止損壞水泥砂漿襯層,應(yīng)當(dāng)運(yùn)用與管子內(nèi)形相似的硬木墊塊.康復(fù)球墨鑄鐵管的外在形象。 2.球墨鑄鐵管切管: 切管所用的砂輪切開(kāi)機(jī)應(yīng)可以安裝切開(kāi)用砂輪和磨光用砂輪,由金鋼砂(碳化硅)制作的砂輪很適宜用于切開(kāi)帶水泥內(nèi)襯的管子,切管時(shí),應(yīng)將管子放在水平地面或方木上,切管的進(jìn)程為:作符號(hào)、切管、磨光. 3.球墨鑄鐵管外涂層修補(bǔ): 用毛刷和鋼絲清潔表面,必要時(shí)可用氣燃辦法枯燥,用鋼絲刷清理干凈后,涂上油漆. 4.球墨鑄鐵管內(nèi)襯修補(bǔ): a.把需求修補(bǔ)的部分轉(zhuǎn)到底部,把損杯的部分剔去. b.用金屬刷子除掉殘留的水泥塊,濕潤(rùn)待修部分的水泥層邊際,然后等候幾分部. c.填充水泥砂漿,并把它壓至原有水泥涂層厚度. d.結(jié)束就是把表面涂滑潤(rùn)并且加上一些水或掩蓋一層濕布,以防水泥干得太快而發(fā)作裂紋。 球墨鑄鐵管配件
節(jié)嚴(yán)格凸顯品質(zhì)")
節(jié)嚴(yán)格凸顯品質(zhì)")
鑫福興管業(yè)有限公司全體員工在已有的成績(jī)上,在完善服務(wù)中求生存,在不斷進(jìn)步中求 貴州球墨鑄鐵管發(fā)展,愿與廣大 貴州球墨鑄鐵管客戶(hù)建立長(zhǎng)期、穩(wěn)定的合作關(guān)系,為客戶(hù)提供更完善周到的服務(wù)。在未來(lái)發(fā)展中,公司將繼續(xù)走可持續(xù)化道路,大力弘揚(yáng)以人為本的企業(yè)文化,講求以質(zhì)量求生存,以信譽(yù)求發(fā)展,堅(jiān)持誠(chéng)信立業(yè),與客戶(hù)合作共贏。
節(jié)嚴(yán)格凸顯品質(zhì)")
節(jié)嚴(yán)格凸顯品質(zhì)")
節(jié)嚴(yán)格凸顯品質(zhì)")
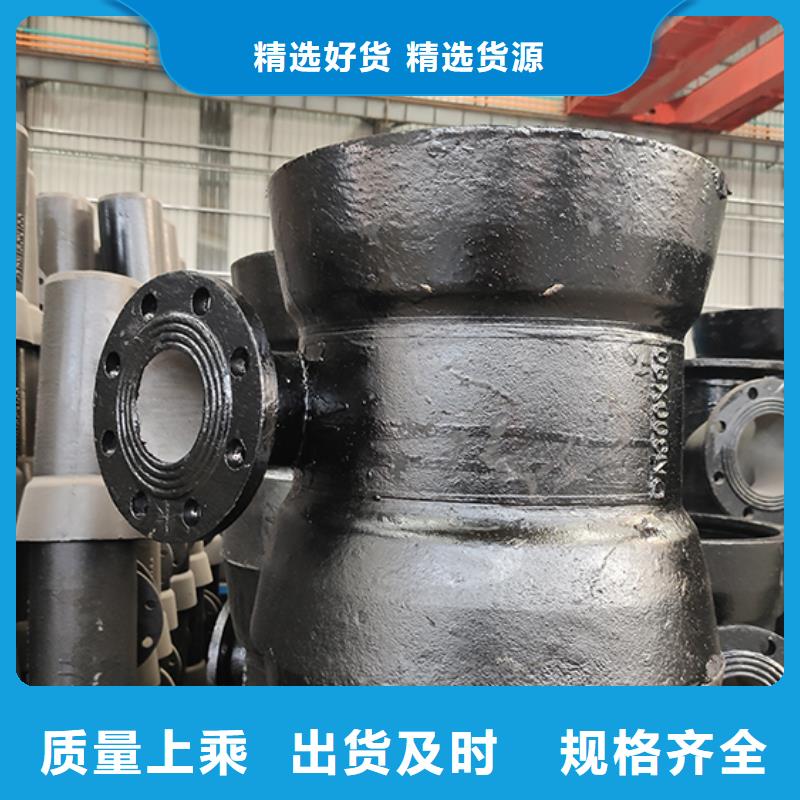
球墨鑄鐵管配件 高爐熔煉工藝簡(jiǎn)介:1、高爐鐵水運(yùn)輸?shù)借T造車(chē)間直接澆注鑄鐵件。顯而易見(jiàn)這是***佳的短流程熔煉工藝。由于原高爐鐵液對(duì)鑄件石墨狀態(tài)的遺傳效應(yīng)和鐵液溫度決定鐵水的溶碳度、石墨析出量及尺寸大小造成鑄件的抗拉強(qiáng)度較低,加之高爐鐵液出爐溫度不夠高,一般低于1450℃及組織的遺傳效應(yīng)。 2、將高爐鐵水倒入感應(yīng)電爐與廢鋼、回爐料和配料中間合金一起熔配,經(jīng)成分調(diào)整和熔煉后出爐經(jīng)變質(zhì)、球化等處理后澆注鑄鐵件。 3、將高爐鐵水先倒入保溫爐保溫待需要時(shí)再倒入感應(yīng)電爐與廢鋼、回爐料和配料中間合金一起熔配,經(jīng)成分調(diào)整和熔煉后出爐經(jīng)變質(zhì)、球化等處理后澆注鑄鐵件,應(yīng)用與工藝上面第二種相同,只因高爐煉鐵與鑄造過(guò)程的匹配問(wèn)題而將鐵水暫存保溫爐內(nèi)。 球化處理方法簡(jiǎn)介:1、鎂芯線(xiàn)喂入法 鎂芯線(xiàn)分為2種:①鎂合金線(xiàn)中含晚量為20%-35%,加入量為22m/t-25m/t;②純鎂線(xiàn)中含瑰量為90%-92%,加入量為32m/t-35m/t。歐洲采用鎂芯線(xiàn)球化處理工藝己占球化處理量的20%左右; 喂線(xiàn)球化具有球化率高,石墨細(xì)小(球化率1-2級(jí),大小7級(jí)),鐵液純凈度好、易與鐵液分離(渣的二元堿舅)為2.5-4.0),處理溫降小(3040℃),作業(yè)環(huán)境好等特點(diǎn).喂線(xiàn)速度40-80m/min; 2、沖入法 國(guó)內(nèi)一般工廠(chǎng)均采用這種工藝。球化劑主要成分為:7%-9%M、1%-3%RE, 40%-V44%Si,球化劑加入量1.4%-1.7%(與原鐵液中含硫量有關(guān))。采用堤壩式球化包,球化包凹坑中加入球化劑后,上蓋一定量的孕育劑,然后再覆蓋一層鑄鐵屑或薄鋼板; 3、轉(zhuǎn)包法 處理前將純鎂加入到轉(zhuǎn)包體后部由一塊石墨隔板形成的反應(yīng)室內(nèi)→定量加入鐵液→轉(zhuǎn)動(dòng)包體進(jìn)入處理狀態(tài)→鐵液經(jīng)石墨隔板孔進(jìn)入反應(yīng)室進(jìn)行球化反應(yīng)→球化處理后將鐵液倒出。轉(zhuǎn)包法球化處理溫度一般為T(mén)=1460-1520℃,反應(yīng)時(shí)間約80s,鎂的吸收率可高達(dá)60%-70%,石墨隔板壽命為300-350次; 轉(zhuǎn)包法球化具有球化成本低,鐵液純凈度好,允許原鐵液含硫量高((S可放寬至0.2%),球化處理后殘硫量低((S可低至0.005%-0.008%),處理過(guò)程中溫降小(40-50℃)等優(yōu)點(diǎn)。但要求每小時(shí)至少應(yīng)處理5包以上。
點(diǎn)擊查看鑫福興管業(yè)有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
