
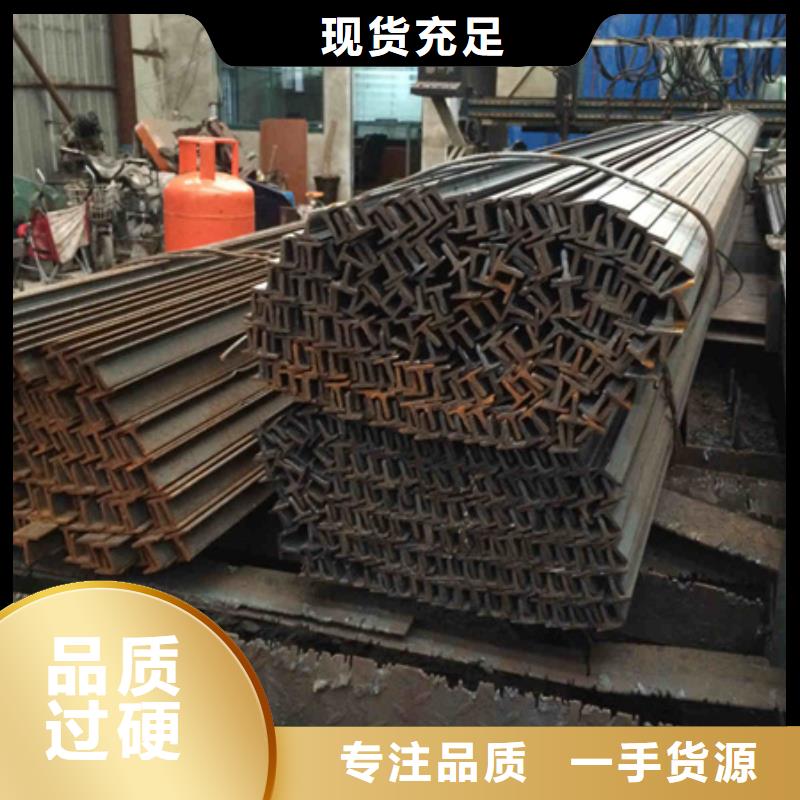



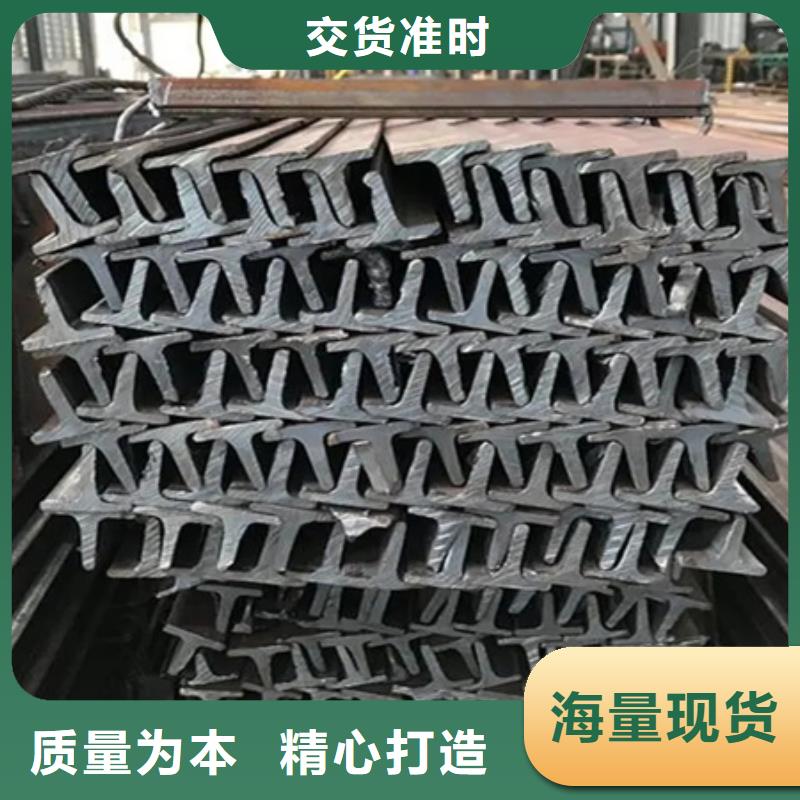



槽鋼是一種橫截面與英文字母“t”和中文漢字“丁”相近而得名,也叫丁字鋼和t字槽鋼的鋼材,這款t槽鋼尺寸30*30*4,長度6米,材質Q235B,理論每支重量11.304kg,底寬和高度同為30mm,厚度均為4mm,實卡厚度3.8mm左右,生產工藝屬于熱軋一次成型,機械強度高,產品性能穩定可靠,厚度均勻。熱軋T槽鋼 型號25*25*3.0 長度6米 17噸 熱軋T槽鋼 型號30*30*3.0 長度6米 41噸熱軋T槽鋼 型號30*30*4.0 長度6米 25噸 熱軋T槽鋼 型號35*35*3.5 長度6米 19噸熱軋T槽鋼 型號40*40*4.0 長度6米 18噸 熱軋T槽鋼 型號40*40*5.0 長度6米 22噸熱軋T槽鋼 型號45*45*5.0 長度6米 24噸 熱軋T槽鋼 型號50*50*5.0 長度5米 28噸熱軋T槽鋼 型號60*60*6.0 長度6米 26噸 熱軋T槽鋼 型號60*36*6.0 長度4米 20噸熱軋T槽鋼 冷拉T槽鋼 剖分槽鋼 焊接槽鋼現貨經銷商。
今天我們要報道的是關于304不銹鋼槽鋼加工。你知道嗎,這種槽鋼在我們的生活中應用廣泛,但是它的加工卻非常考驗工匠的技術和經驗。那么,今天我們就來一起了解一下這個加工過程中的“神秘面紗”,看看這些工匠們是如何完成這個看似簡單但實則不易的任務的。首先,讓我們來了解一下這個槽鋼的材質——304不銹鋼。這種材質的耐腐蝕性能非常好,而且強度高、塑性好、加工性能優良,是制作各種機械設備的理想材料。但是,由于它的硬度較高,加工起來卻十分困難。因此,工匠們需要在加工過程中精益求精,一絲不茍,才能保證槽鋼的質量。那么,加工的具體步驟是什么呢?首先,工匠們需要使用專業的加工設備,如鋼板切割機、數控剪板機等,將不銹鋼板切割成相應的尺寸。接下來,他們會使用槽鋼成型機將切好的不銹鋼板進行成型,制作出我們常見的槽鋼。,工匠們會使用打磨機對槽鋼進行打磨和拋光,使其表面更加光滑,提高美觀度。除了技術和經驗的考驗,這個加工過程還需要工匠們對細節的追求。他們需要時刻保持高度的警覺,避免任何的瑕疵和不足。因為一旦出現了質量問題,這個槽鋼就可能無法正常使用,甚至會對設備的造成影響。
1、針對冷床冷卻速度慢的問題,在冷床區增加了水霧風機來提高冷床區的冷卻速度,又在剪機前一個倍尺處增加了一組水霧噴頭,降低槽鋼剪切部分的溫度,從而避免了因鋼溫高而造成的剪切缺陷。2、針對槽鋼剪刃設計存在的問題,結合生產實際情況,將剪刃設計為圖2所示的形狀(以100#槽鋼為例)。上剪刃寬度由100mm改為99mm,減少上剪刃在左右方向的間隙,改善槽鋼兩角部的剪切質量;下剪刃兩角部圓弧尺寸由R8mm改為R7mm,提高兩角部的剪切重疊量,改善槽鋼肩部剪切質量;下剪刃上邊寬度由79mm改為80mm,下邊寬度由97mm改為94mm,使下剪刃腿端斜度小于槽鋼成品孔型斜度,這樣在腿部剪切時,腿部上、下方向上不會同時受力,從而減少剪切力,改善剪切質量。3、通過對各規格槽鋼實際剪切質量和剪切間隙進行數據回歸分析,制定了每種規格的剪切間隙規范,具體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的不同墊片。每次更換剪刃時,先測量間隙,再選擇相應的墊片,確保剪切間隙控制在工藝要求范圍內。
從區域價差來看,今日唐山工字鋼與樂從工字鋼價差維持不變,唐山角鋼、槽鋼與樂從角鋼、槽鋼價差正向擴大;唐山工字鋼與江陰工字鋼價差正向縮小,唐山角鋼、槽鋼與江陰角鋼、槽鋼價差維持不變;唐山工字鋼、角鋼、槽鋼與成都工字鋼、角鋼、槽鋼價差正向縮小。從品種價差來看,今日唐山工字鋼、角鋼、槽鋼與鋼坯價差正向縮小。目前據和貿易商了解,市場投機性采購為主,市場在階段性補庫過后或回歸理性,原料鋼坯上調20元/噸,型鋼價格有底部支撐,但終端需求不及預期,型鋼價格隨市場行情波動幅度較大,綜合來看,預計明日唐山型鋼市場價格或穩中趨強運行。
