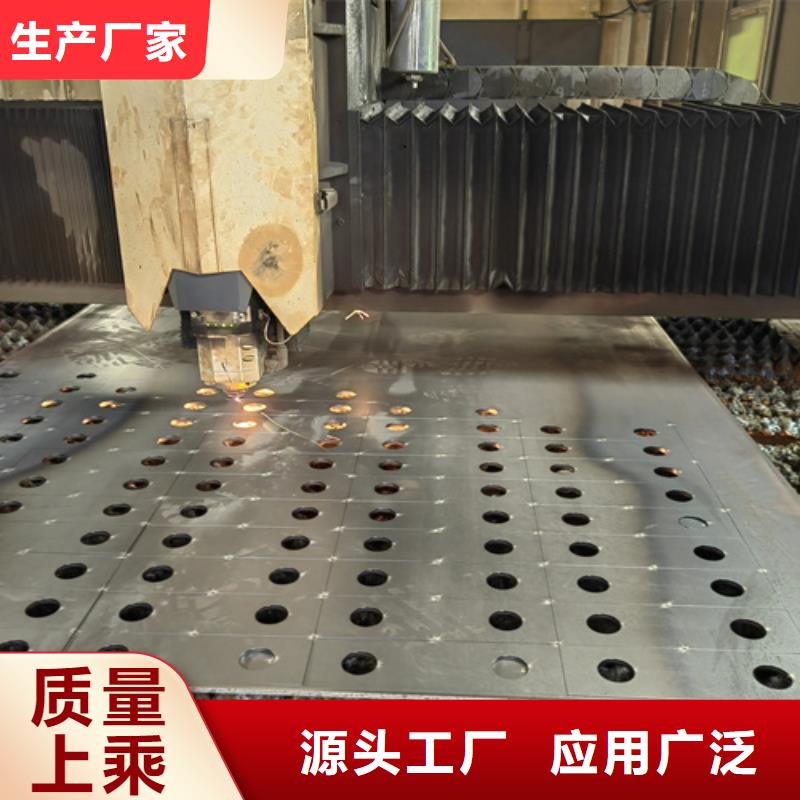

別再等待了,僅僅一分鐘,就能通過我們的哪里可以切割NM400耐磨鋼板產品視頻探索到無數(shù)令人心動的細節(jié)和亮點。
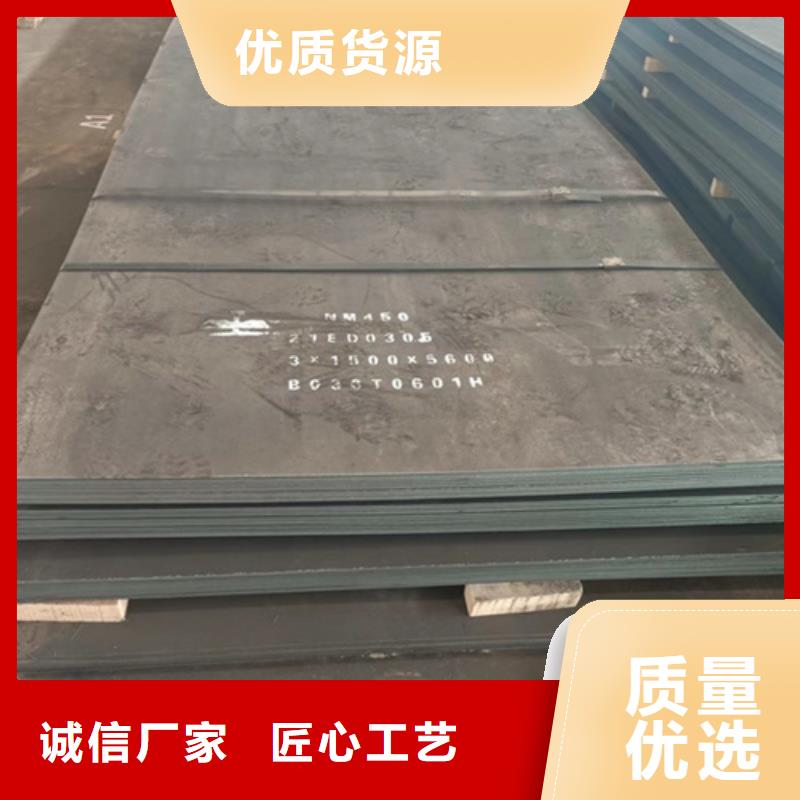
以下是:哪里可以切割NM400耐磨鋼板的圖文介紹



耐磨鋼板磨損率計算方法有許多種,在不同的環(huán)境和要求下,會使用不同的方法,以計算更加精準的磨損率,下面就來看一下三種常見的耐磨鋼板磨損率計算方法。耐磨鋼板的磨損率計算方法一:以單位時間內單位載荷下材料的磨損量表示,即磨損率I=dV /(dt× dF)其中:V為磨損量,t為時間。磨損率" 在學術文獻中的解釋 :被磨試樣的體積與磨擦功的比值,即單位摩擦功所磨試樣的體積。GB5763一89中有體積磨損率的公式。相對磨損率:試驗材料磨損率與在相同條件下的標準材料磨損率之比。耐磨鋼板的磨損率計算方法二:單位長度內單位載荷下所磨損的體積。磨損率 δ=V/∑W=HA/∑W其中:δ--磨損率,單位為:立方厘米/(N.m)V--試件磨損體積,單位為 :立方厘米H--試樣線性總磨損量,單位為:厘米A--試樣表觀面積,單位為:平方厘米∑W--累計摩擦功,單位為 :N.m耐磨鋼板的磨損率計算方法三:鋼材常用磨損率計算公式磨損率A=△w (p ?S ?P)其中:△w:為摩擦前后的質量差;p為鋼的密度; S:為摩擦路程; P:為所加載荷。以上三種耐磨鋼板磨損率計算方法是較為常見的。



中速磨的刮板磨煤機刮板將皮帶上落下的煤刮進磨煤機,防止給煤機因為漏下的煤多,卡涉皮帶。中速磨的刮板主要是將風環(huán)室的石子煤刮走,避免堵塞風環(huán)室,不能被磨煤機磨碎的石子煤會隨著磨盤的旋轉甩出磨盤掉到四周,刮板裝在磨盤邊緣隨著磨盤旋轉將掉落在磨盤四周的石子煤刮進排渣倉,排渣排的就是磨煤機刮板刮下來的石子煤.以往表面上用Q345鋼板,但是由于磨煤機作用對象是煤,煤的硬度本身不是很高,對襯板不可能產生沖擊,錳板不可能出現(xiàn)加工硬化現(xiàn)象,(錳板的耐磨性本質上就是依靠沖擊產生加工硬化),不能產生加工硬化的工況不可以使用含錳襯板做耐磨材料,所以錳板用起來和普通鋼板是一樣一樣的效果。耐磨鋼板非常適合磨煤機刮板,在實際應用中壽命是錳鋼的10倍以上,是當今磨煤機刮板的材料,我公司可以根據(jù)圖紙加工好,現(xiàn)場安裝簡單.


【多麥金屬】高錳耐磨耐候鋼板生產廠家成立于2016年,是一家集生產銷售 貴州35#鋼板于一體的商貿公司,本公司主營 貴州35#鋼板等產品,擁有完整、科學的質量管理體系.本公司可以根據(jù)客戶需求定制各種尺寸的 貴州35#鋼板。【多麥金屬】高錳耐磨耐候鋼板生產廠家的誠信、實力和 貴州35#鋼板產品質量獲得業(yè)界的認可。歡迎各界朋友蒞臨參觀、指導和業(yè)務洽談。



一、貴州附近熱切割
NM400:氣割時減低氣割速度,盡量預熱100°C左右后再切割。
NM450:氣割時減低氣割速度,盡量預熱150°C左右后再切割。
NM500:氣割時減低氣割速度,盡量預熱150 -200°C左右后再切割。
注: 30mm 以上厚度必須預熱。
二、貴州附近成形(不建議折彎用)
耐磨鋼板折彎時,先把折彎區(qū)域的板邊的棱角倒圓,以減少應力集中,防止折彎時產生裂紋。折彎及卷圓時注意折彎線應垂直于軋制方向。
盡量不加熱鋼板,若不能避免加熱時,主要應低溫加熱。
三、貴州附近焊接
耐磨鋼和其他材質焊接時,遵循原則為:按強度低的材質選擇焊材強度,按強度高的材質確定預熱溫度:
預熱溫度
----NM400 150°C 預熱
----NM450 200°C預熱
----NM500 200°C預熱
焊前焊道兩側50mm范圍內油、貴州附近水、貴州附近銹等污物:
采用混合氣體保護焊,保護氣體80%Ar+20%CO2:
焊材采用實芯焊絲(建議),盡可能采用低氫或超低氫焊絲,有條件可以消氫處理
(150-200°C) 2小時:
焊接線能量控制在10KJ/cm左右,采用窄間道焊接,層間溫度控制在300°C以下,
焊后注意保溫。
四、貴州附近耐磨鋼硬度檢測
1、貴州附近由于鋼板彈性變形影響沖擊回彈速度,手持便攜式硬度計不適用于≤16mm薄板;
2、貴州附近火焰切割熱影響區(qū)回火馬氏體中碳化物析出會造成硬度降低。火切取樣時≥20mm厚板應不小于200*200 ( mm),<20mm 薄板應不小于250*250 ( mm);
3、貴州附近需磨掉表面1.2-1 .5mm氧化層。
4、貴州附近檢測硬度要求在中心部位進行檢測,避免熱影響區(qū)。