


產品詳細介紹
以下是:法蘭毛坯沖壓件價格多種規格供您選擇的產品參數
導讀 法蘭毛坯沖壓件價格多種規格供您選擇,搏遠金屬制品有限公司專業從事法蘭毛坯沖壓件價格多種規格供您選擇,聯系人:季先生,電話:18563543833、18563543833,QQ:364354310,發貨地:聊城山東省聊城經濟技術開發區蔣官屯辦事處季海工業園發貨到貴州省 貴陽市 南明區、云巖區、花溪區、烏當區、小河區、開陽縣、息烽縣、修文縣、清鎮市,以下是法蘭毛坯沖壓件價格多種規格供您選擇的詳細頁面。 貴州省,貴陽市 貴陽原為邊疆民族地區,春秋戰國至漢初,貴陽地區屬古夜郎。漢代設牂牁郡,貴陽為牂牁郡治所,明代設貴陽府。民國三年(1914年),改設貴陽縣,四年(1915),民國三十年(1941年)撤銷貴陽縣,以貴陽城區及近郊設立貴陽市。境內有山地、河流、峽谷、湖泊、巖溶、洞穴、瀑布、原始森林、人文、古城樓閣等32種旅游景點。
準備好領略法蘭毛坯沖壓件價格多種規格供您選擇產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。
以下是:法蘭毛坯沖壓件價格多種規格供您選擇的圖文介紹



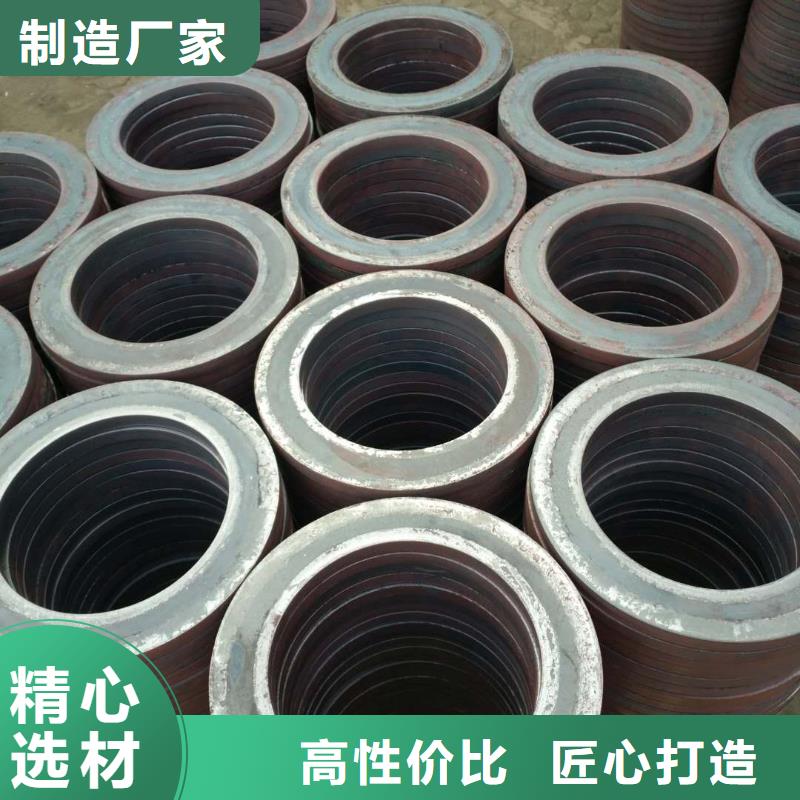
山東搏遠金屬制品有限公司主要生產:法蘭毛坯,法蘭盤毛坯,熱擴法蘭毛坯,熱擴法蘭盤毛坯,熱擴加強圈。沖壓件:沖壓墊片、法蘭毛坯,加強圈,法蘭盲板、沖壓異形件,異形法蘭毛坯,沖壓圓片,方形法蘭盤。支持來圖來樣訂做和來料加工,可以根據客戶需求生產各種規格材質的沖壓件和熱擴產品。公司自建立以來,以質量為本,規格齊全,價格優廉的宗旨,創造了很好的社會效益和經濟效益,為謀求企業的長遠利益,打下了穩定的基礎。公司本著“譽、質量、用戶”的經營原則,注重誠,以優質的產品和良好的譽贏得了用戶的認可和賴。 公司的產品廣泛應用于石油、化工、電力、鍋爐、造船、軍工、核工業、污水處理、機械用管、環保、制藥、食品、飲料、造紙、生物工程、城市供排水等重點工程行業。 面對激烈競爭的市場和良好的



搏遠金屬制品有限公司致力于向客戶提供滿足其需求的 貴州貴陽大口徑法蘭毛坯, 以及售后服務和解決方案,為客戶創造長期價值。 以企業“重信用,守合同,保證質量”為核心宗旨目標;并與多家 貴州貴陽大口徑法蘭毛坯品牌商建立了長期穩定的關系;不斷升級、創新;不斷公司的技術平臺實力來滿足日益增長的市場需求,以便更優的帶動公司內部運營效率,為企業提供服務。


24 激光切割技術廣泛應用于金屬和非金屬材料的加工中,可大大減少加工時間,降低加工成本,提高工件質量。激光切割是應用激光聚焦后產生的高功率密度能量來實現的。與傳統的板材加工方法相比 , 激光切割其具有高的切割質量、高的切割速度、高的柔性(可隨意切割任意形狀)、廣泛的材料適應性等優點。
(1)激光熔化切割山東搏遠金屬制品有限公司主要生產:法蘭毛坯,法蘭盤毛坯,熱擴法蘭毛坯,熱擴法蘭盤毛坯,熱擴加強圈。沖壓件:沖壓墊片、法蘭毛坯,加強圈,法蘭盲板、沖壓異形件,異形法蘭毛坯,沖壓圓片,方形法蘭盤。支持來圖來樣訂做和來料加工,可以根據客戶需求生產各種規格材質的沖壓件和熱擴產品。公司自建立以來,以質量為本,規格齊全,價格優廉的宗旨,創造了很好的社會效益和經濟效益,為謀求企業的長遠利益,打下了穩定的基礎。公司本著“譽、質量、用戶”的經營原則
在激光熔化切割中,工件被局部熔化后借助氣流把熔化的材料噴射出去。因為材料的轉移只發生在其液態情況下,所以該過程被稱作激光熔化切割。
激光光束配上高純惰性切割氣體促使熔化的材料離開割縫,而氣體本身不參與切割。
——激光熔化切割可以得到比氣化切割更高的切割速度。氣化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度隨著激光功率的增加而增加,隨著板材厚度的增加和材料熔化溫度的增加而幾乎反比例地減小。在激光功率一定的情況下,限制因數就是割縫處的氣壓和材料的熱傳導率。
——激光熔化切割對于鐵制材料和鈦金屬可以得到無氧化切口。
——產生熔化但不到氣化的激光功率密度,對于鋼材料來說,在104W/cm²~105 W/cm²之間。
(2) 激光火焰切割
激光火焰切割與激光熔化切割的不同之處在于使用氧氣作為切割氣體。借助于氧氣和加熱后的金屬之間的相互作用,產生化學反應使材料進一步加熱。對于相同厚度的結構鋼,采用該方法可得到的切割速率比熔化切割要高。
另一方面,該方法和熔化切割相比可能切口質量更差。實際上它會生成更寬的割縫、明顯的粗糙度、增加的熱影響區和更差的邊緣質量。
——激光火焰切割在加工精密模型和尖角時是不好的(有燒掉尖角的危險)。可以使用脈沖模式的激光來限制熱影響。
——所用的激光功率決定切割速度。在激光功率一定的情況下,限制因數就是氧氣的供應和材料的熱傳導率。
(3)激 化切割
在激 化切割過程中,材料在割縫處發生氣化,此情況下需要非常高的激光功率。
為了防止材料蒸氣冷凝到割縫壁上,材料的厚度一定不要大大超過激光光束的直徑。該加工因而只適合于應用在必須避免有熔化材料排除的情況下。該加工實際上只用于鐵基合金很小的使用領域。
該加工不能用于,象木材和某些陶瓷等,那些沒有熔化狀態因而不太可能讓材料蒸氣再凝結的材料。另外,這些材料通常要達到更厚的切口。
——在激 化切割中,優光束聚焦取決于材料厚度和光束質量。
——激光功率和氣化熱對優焦點位置只有一定的影響。
——所需的激光功率密度要大于108W/cm2,并且取決于材料、切割深度和光束焦點位置。
——在板材厚度一定的情況下,假設有足夠的激光功率,切割速度受到氣體射流速度的限制。



船用法蘭
船用法蘭(船標法蘭)屬于船標法蘭標準體系。是船標法蘭(又稱CBM法蘭)的其中一種表現形式,是船舶設備或管道上常用的法蘭。
船用法蘭分類:
船用平焊法蘭
是將管子插入法蘭內圈焊接的法蘭,平焊法蘭分為帶頸平焊法蘭和板式搭焊法蘭兩種。平焊法蘭的優點是制造簡單、生產成本低,但不耐高溫高壓,主要用于壓力低于2.5 MPa的常溫管路,是船舶采用多的法蘭。
船用對焊法蘭
又稱高頸法蘭,就是指帶頸的有圓管過渡的并與管子對焊連接的法蘭。對焊法蘭剛性較大不易變形,密封好,應用廣泛,適用于壓力溫度較高的場合,公稱壓力高于PN16MPa。主要用于壓縮空氣管系、二氧化碳管系。
船用松套法蘭
又稱活套法蘭,一般都是管道的材質造價很高,為降低成本而采用與管道同材質的內接件和不同材質的法蘭組合,就是利用翻邊、鋼環等把法蘭套在管端上,法蘭可以在管端上活動的一種管件。松套法蘭一般用于銅鎳合金管和伸縮節上。
船用液壓法蘭
船舶液壓管系壓力非常高,所以都采用特制的承插式高壓方法蘭,法蘭厚度根據管徑不同在30mm—45mm左右,這種法蘭一般采用一片凹法蘭與一片凸法蘭的連接方式,用O型圈作為密封材料。
總結您是想要在貴州省貴陽市采購高質量的法蘭毛坯沖壓件價格多種規格供您選擇產品嗎?搏遠金屬制品有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的法蘭毛坯沖壓件價格多種規格供您選擇產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:季先生-18563543833,QQ:364354310,地址:《山東省聊城經濟技術開發區蔣官屯辦事處季海工業園》。