





鋸床鋸條打齒的原因及以及解決方法 :
1、鋸條齒型選擇不當,主要表 現 為鋸條齒距選擇過大或齒鋸過密,建議根據切割材質的直徑或形狀來選擇適合的齒型。
2、選擇的鋸條質 量 太次,主要表 現 在鋸條背材與齒部齒尖的質 量 ,不具有抗磨損性。建議選擇質 量 好的進口鋸條。
3、資料是否進行有效固定,主要表 現 為切割過 程 中資料松動導 致 ,建議檢查液壓虎鉗裝置是否完好,對于成束切割的要保證裝置上壓緊,同時對鋸條進行有效張緊。
4、切割進給過大,主要表 現 在為了調高切割效率,而下降速度過快。建議減 少 進給量或選擇更效率的鋸床,進給過大,而鋸條線速跟不上的話,容易導 致 此現象的呈現。



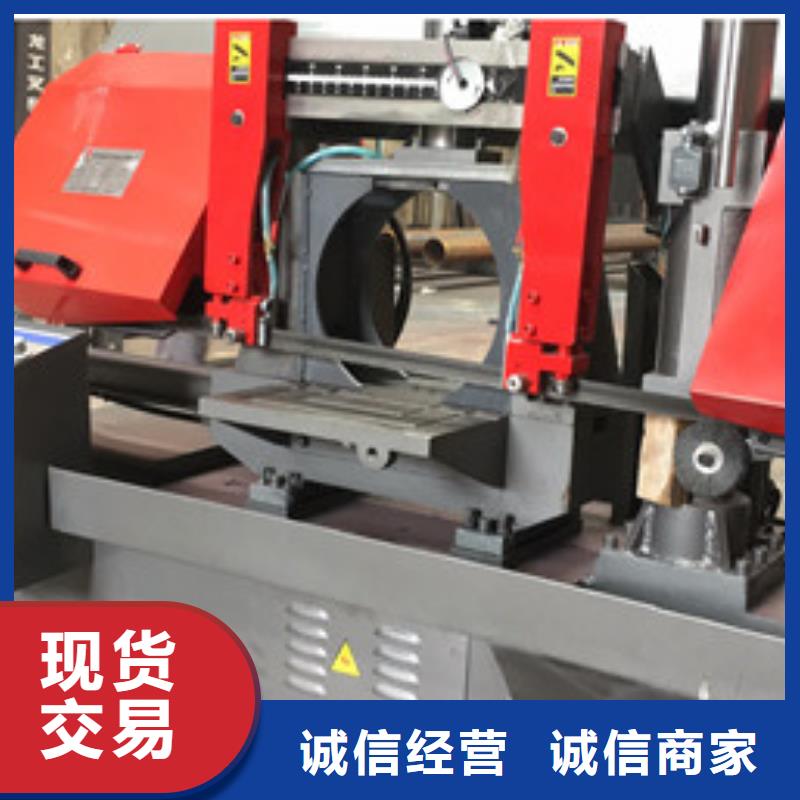
雙立柱GS4240數控帶鋸床 全自動數控金屬帶鋸床 40數控鋸床
機床自動控制系統:
1、全自動控制人機界面通過機械、電氣、液壓的配合,具有自動送料、自動切削等系統來控制工作循環。
2、在操作系統里分為手動與全自動工作,由人機界面轉換控制。
3、在帶鋸床上裝有二組虎鉗,一組用來鋸料時夾緊,自動送料由另外一組虎鉗夾緊通過油缸工作來控制送料。送料長度由紫外線接緊行程開關控制,送料時由光柵尺自動檢測數據控制,由PC控制器轉換鋸床切割工作,自動送料返回原點。
4、數控帶鋸床適用于大批量同規格材料鋸切,性能穩定,效率高。可取代于普通鋸床的3倍工作效率。

準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
。帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。


關于銑床配件:如非特別說明,臥式銑床類商品圖片中的立銑頭、分度頭等配件均為拍攝搭配之用,不包含在所售商品中。
色差問題:數控機床所有產品均采用專業拍攝,但由于每個人的電腦顯示器不同,顯示上不排除會出現色差問題,用戶如對產品有顏色要求,訂購時請加以說明,沒有說明的終以廠家標準顏色為準。
商品包裝:出口產品為木箱釘裝,在保證不影響到產品運輸的情況,內銷產品的包裝為聚乙烯薄膜包裝,但我司保證所售商品均為廠家直銷,商品包裝請以實物為準,包裝如有要求敬請用戶訂貨時請提前說明。
運輸說明:考慮到產品運輸的性,實效性,方便性,一般為配貨站配車運輸,這種運輸方式具有配車方便,運輸途中速度快,一般可進行上門送貨方便用戶卸車,但這種運輸方式也有一個缺點運輸車輛配滿貨物才發車,需要用戶等待一般為1-2天,偏遠地區除外。發貨前將司機號碼以短的形式發于用戶,我們一切以用戶為中心,請您放心購買。



建貿機械設備有限公司設備先進技術力量雄厚,公司本著平等互惠、誠信守約的原則、科學的質量管理體系。公司堅持以市場為導向,牢記“品質保證、信譽至上、價格優惠、服務至上”的經營理念。通過努力,已為各類客戶提供了高質量的 廣西桂林鋼筋滾絲機產品和完善服務,使公司保持了穩健的發展勢頭。朝著“立足全國,面向世界”的發展目標不斷邁進!公司營銷部設在石象鎮工業園,竭誠歡迎廣大新老客戶來電蒞臨指導,洽談業務。


機床(抬起)外形尺寸(長*寬*高)2660*2385*2370mm
機床凈重2200kg
箱體尺寸長*寬*高)2940*2580*2000mm
毛重3200kg
性能閃光點:1.自動控制系統設定鋸切全過程的自動程序,亦可選用手動操作。2.設備操作狀態,參數設定,操作指示,操作極為簡單且效率高。
1.底座
是采用了箱形結構,鋼板焊接而成的。在底座中,含有電氣按鈕控制箱、電氣配電板箱、液壓油箱、液壓泵站以及液壓管路等。
2.床身
是采用了鑄鐵件,一般是固定在底座上,則中間是夾料虎鉗和手動送料機構,此外還有工作臺等。
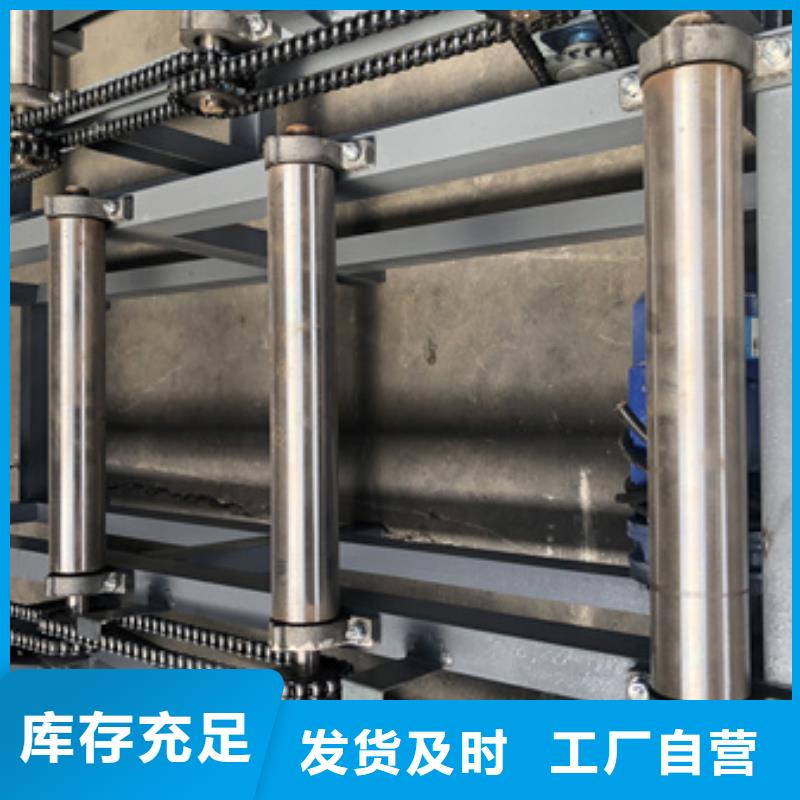
3.鋸梁和傳動機構
是由厚鋼板切割而成的,因此具有很好的剛性,其中含有蝸輪箱、被動輪以及鋸條張緊裝置等,且鋸條的運轉速度,一共分為三檔。


