
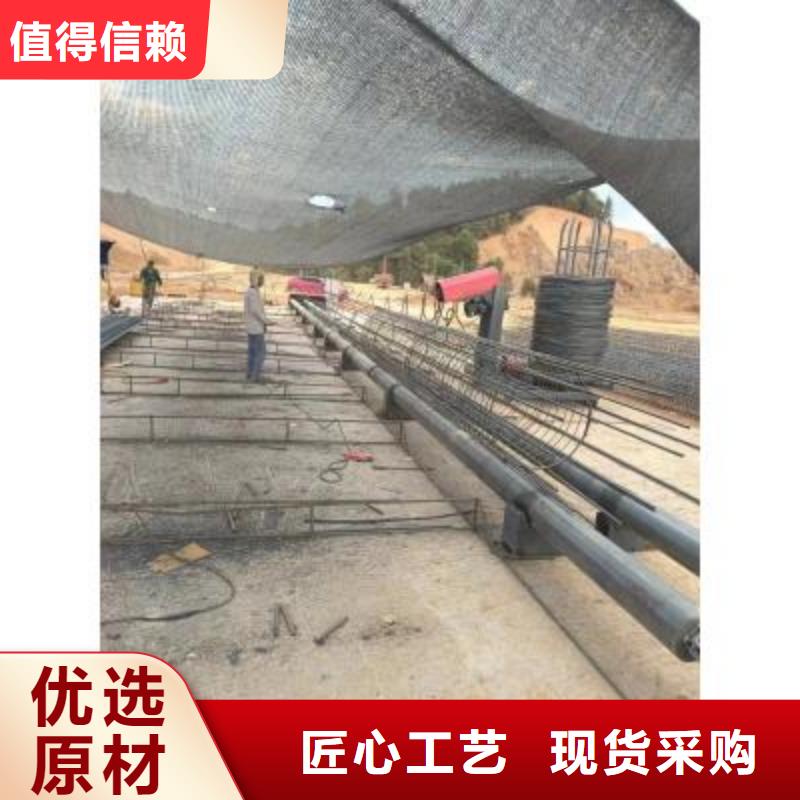


為了更好地進行鋼筋以及鋼筋籠的生產工藝,現階段我國在進行鋼筋生產過程中基本都會使用滾焊機進行操作,這對于我國鋼筋生產的效率有了極大的提高。滾焊機的良好優勢主要體現在以下幾方面:
1.加工質量穩定可靠。使用鋼筋籠滾焊機進行鋼筋的生產時,由于數據的統一,所以生產出來的鋼筋籠不管在質量還是直徑大小等方面都是非常統一的,這就大大提高了我國鋼筋籠的總體質量。鋼筋籠繞筋機
2.節省材料。傳統的鋼筋籠制造工藝,需要一些鋼筋進行搭接工作,這就造成了鋼筋的浪費。而使用鋼筋籠滾焊機進行操作時,不需要在進行搭接工作,所以就可以大大節省了鋼筋原料,降低了生產成本。
2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。
3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。鋼筋籠繞筋機

鋼筋籠繞筋機5、 1~2個月要對減速機、液壓站油量進行定期檢查,如有不足,要進行添加,如有漏油現象要進行及時修理;
6、 每星期對所有潤滑油嘴打黃油一次;
7、 機器正常運行 1~2個月后,要對所有的螺栓、螺帽進行重新緊固;
8、 每周要定期用油漆毛刷或微風吹風機電氣柜中的灰塵,保持氣柜內清潔,否則可能會引起短路燒壞設備的事故發生;
9、 要特別注意如下事項:
(1) 設備操作人員須經設備供應方的技術人員操作培訓方可進行設備操作,要對設備性能進行充分了解;
(2) 嚴禁用水或壓縮空氣對電器設備進行沖洗或吹灰;
(3) 嚴禁用濕布或潮濕刷子對電氣柜中的電氣器件進行清灰作業;
(4) 嚴禁非操作人員擅自操作設備(如變頻器、觸摸屏等內置參數擅自修改),否則極易造成設備損壞或傷害他人的事故發生。

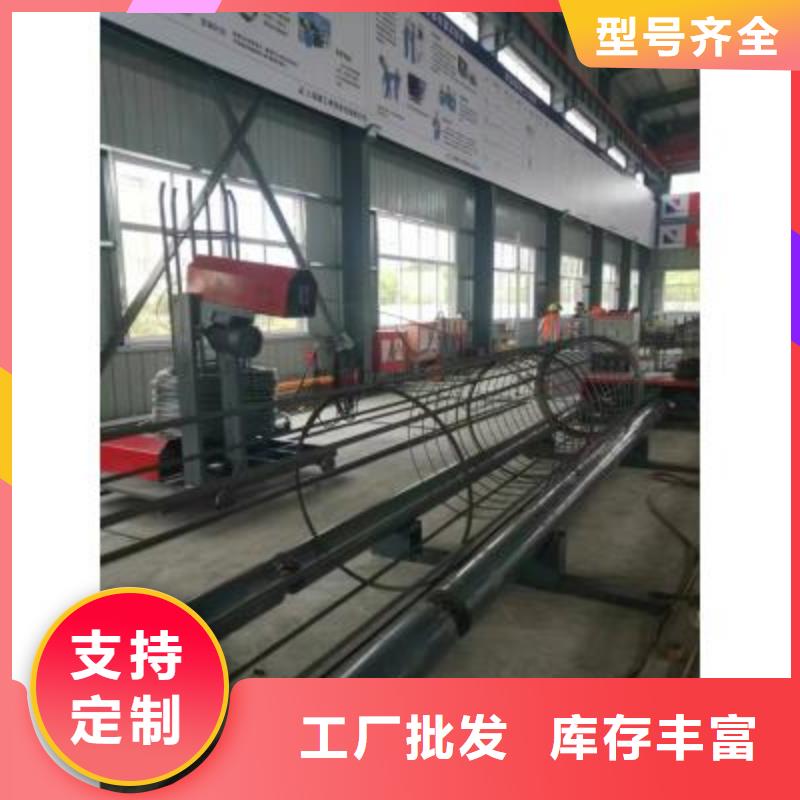
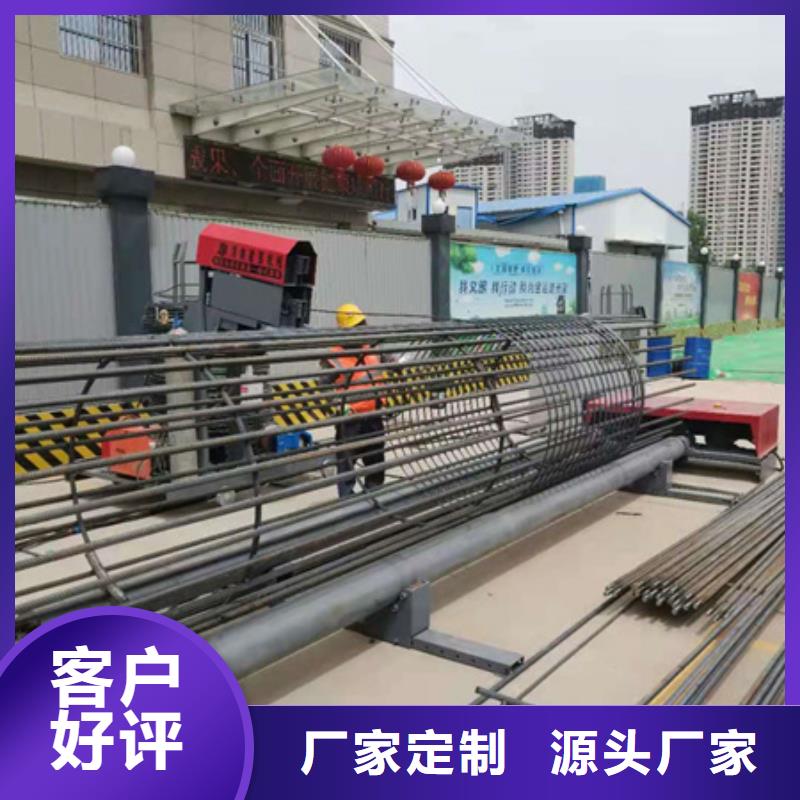
鋼筋籠繞筋機鋼筋籠滾焊機的分類
1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。
2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。
 貴港市加長鋼筋籠滾焊機源頭好貨
建貿機械設備有限公司
貴港市加長鋼筋籠滾焊機源頭好貨
建貿機械設備有限公司
切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
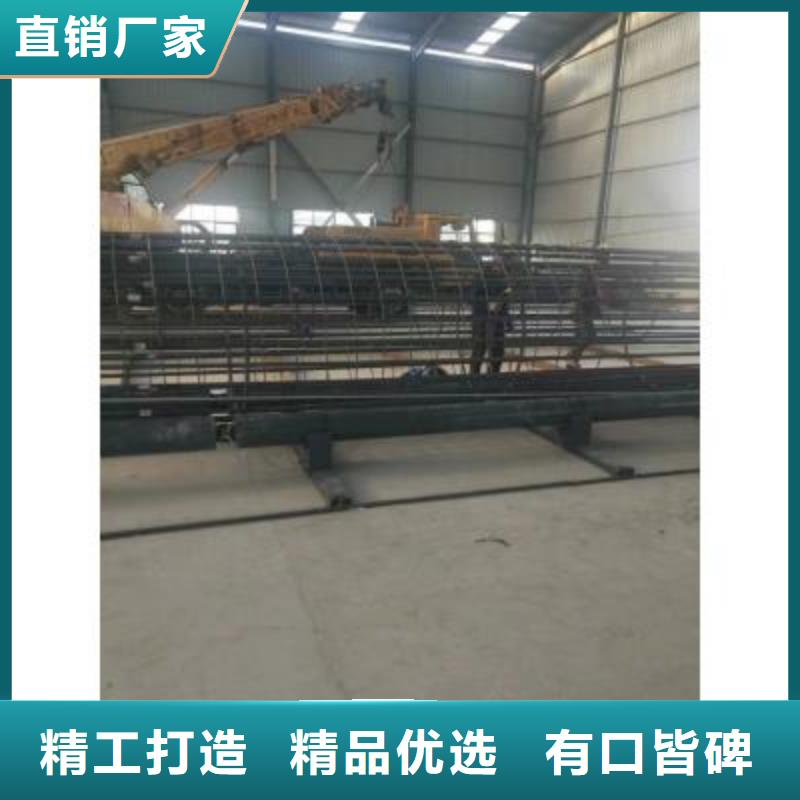
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。
