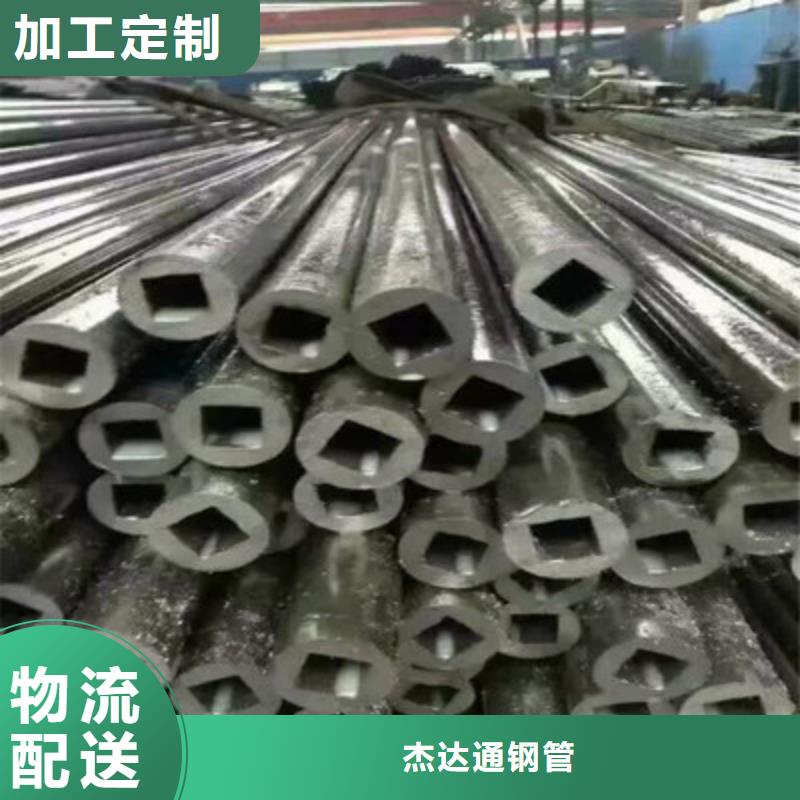






廣州無縫鋼管生產線主要冷床類型有單鏈冷床、雙鏈冷床、新式鏈式冷床、步進齒條式冷床、螺桿式冷床。單鏈冷床多選用爬坡結構。冷床由正向運送鏈和固定導軌組成,有一套傳動系統。鋼管放置在正向運送鏈的兩個撥抓之間。
固定導軌承當鋼管本體的分量。單鏈冷床使用正向運送鏈撥爪的推力及固定導軌的沖突力使鋼管產生旋轉運動,一起依靠鋼管自重及抬起的視點,使鋼管始終緊靠在正向運送鏈的撥爪上,完結鋼管平穩旋轉。
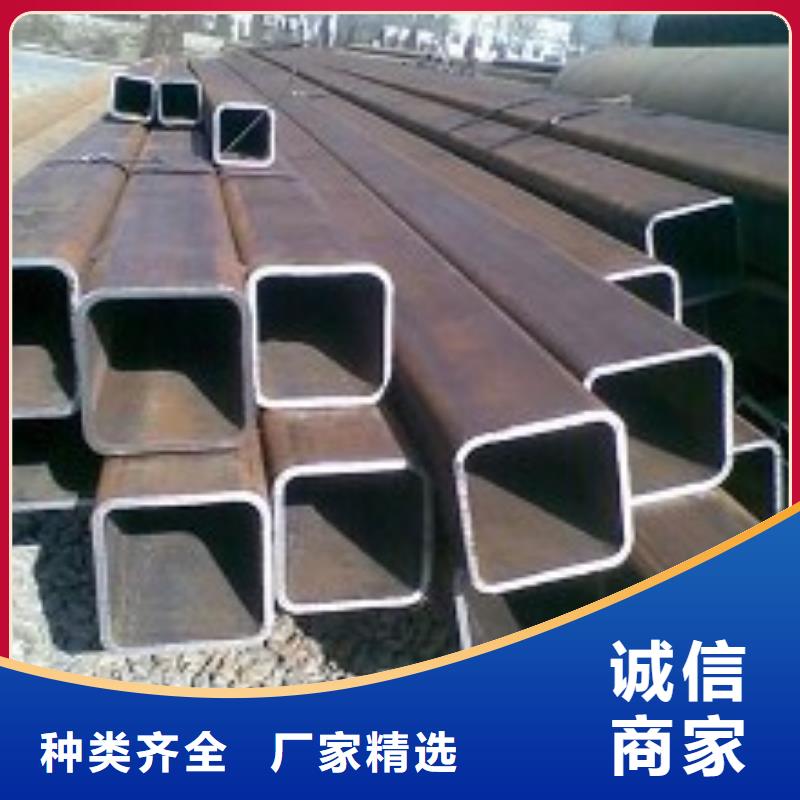
雙鏈冷床由正向運送鏈和反向運送鏈組成,正、反鏈條各有一套傳動系統。鋼管放置在正向運送鏈的兩個撥抓之間,反向鏈承當鋼管本體的分量。雙鏈冷床使用正向運送鏈拔爪的推力使鋼管向前運轉,使用反向鏈條的沖突力使鋼管產生持續的旋轉運動。反向鏈的運動又使得鋼管始終靠在正向運送鏈的撥爪上,完結平穩旋轉和均勻冷卻。
結合了單鏈冷床和雙鏈冷床的特點,冷床分為上坡段和下坡段。上坡段為由正向運送鏈和反向運送鏈組成的雙鏈結構,正反共同作用使鋼管持續旋轉行進,做爬坡運動。下坡段為正向運送鏈和鋼管導軌平行安置的單鏈結構,依靠自重完結旋轉,做滑坡運動。

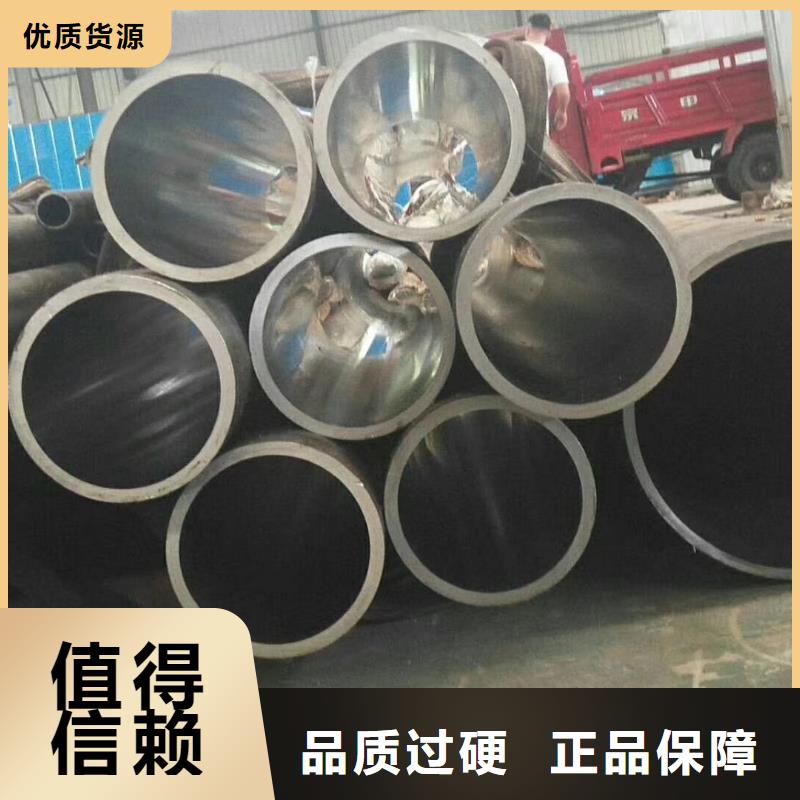
廣州無縫鋼管壁厚不均主要體現為螺旋狀壁厚不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。無縫管連軋工藝調整的影響是導致成品管壁厚不均的重要因素。 具體為:1、無縫鋼管螺旋狀壁厚不均 成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的無縫鋼管壁厚不均,一般沿鋼管的全長呈螺旋狀分布。在軋制過程中定心輥打開過早、定心輥調整不當以及頂桿抖動等造成的壁厚不均,一般沿鋼管全長呈螺旋狀分布。
措施:調整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數調整軋管機。針對第二種情況,根據毛管出口速度調整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成無縫鋼管壁厚不均。定心輥開口度需要根 據毛管直徑的變化作適當調整,并考慮毛管跳動量的大小。2、無縫鋼管直線狀壁厚不均 成因:芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,造成無縫鋼管壁厚不均甚至拉凹缺陷。連軋軋輥間隙過小或過大。軋管機中心線偏差。單、雙機架壓下量不均,會造成鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。臼斷裂,內外輥縫差大,會造成鋼管直線型非對稱偏差。連軋調整不當,堆鋼、拉鋼軋制會造成直線型壁厚不均。
措施:調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。用光學對中裝置調整軋制中心線,年度大修時必須校正軋管機中心線。及時更換臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換。連軋時,要避免拉鋼、堆鋼。
無縫鋼管頭、尾部壁厚不均 成因:管坯前端切斜度、彎曲度過大、管坯定心孔不正易造成鋼管頭部壁厚不均。穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。穿孔機拋鋼不穩定易造成毛管尾部壁厚不均。
措施檢查管坯質量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應校正定心孔。采用較低的穿孔速度,以確保軋制的穩定性和毛管壁厚的均勻度。當軋輥轉速調整后,匹配的導盤也做相應調整。關注導盤使用狀態并加大對導盤螺栓的檢查力度,降低導盤在軋鋼時的竄動幅度,保證拋鋼穩定。

隨著我國科學技術的發展,廣州無縫鋼管是隨著我國科學生產技術的發展而迅速發展起來的一種新型運輸設備。對于這種廣州無縫鋼管,業內專家表示,這種輸送輸送管是利用電磁感應原理,根據導電介質通過外磁場,進而產生感應電動勢,就是液體輸送的一種工作原理。 對于很多使用這種輸送設備的企業來說,如何保證廣州無縫鋼管的正常運行是日常生產過程中不可缺少的一環,對管道進行日常維護也是很有必要的。
工業生產中使用廣州無縫鋼管應注意什么? 對于一般企業來說,對廣州無縫鋼管一年做一次比較的檢查,不僅從外觀上,還要對管子的關鍵部位進行檢測,然后對一個運輸值進行校準,而且是 必須確認管道原件的電壓和電路,確保每個環節都沒有誤差,從而保證管道在日常生產活動中運輸的準確性。 業內專業人士在檢測此類廣州無縫鋼管時,往往要進行零點漂移。 調零是非常必要的。 在線調零必須是停止輸送液體的流動。 這實際上并不容易做到,所以在檢查過程中,經常會檢查傳感器的運行情況。
專業人士還表示,如果對管材進行檢測后得到的結果與歷史檢測結果一致,則說明管材沒有問題,可以繼續使用。 事實上,對于這種非常精密的不銹鋼管材,在日常的工作和生產中,可能會因為一些操作不善導致運輸設備出現一些運輸偏差。 因此,對于企業來說,一方面要加強對這些精密運輸設備的日常維護和檢查,同時還要對操作人員進行更專業的技能培訓,避免操作人員操作不當。 在日常工作操作中。 操作,造成運輸設備的運輸偏差,不僅可能造成運輸設備的損壞,而且對生產活動也有一定的影響。

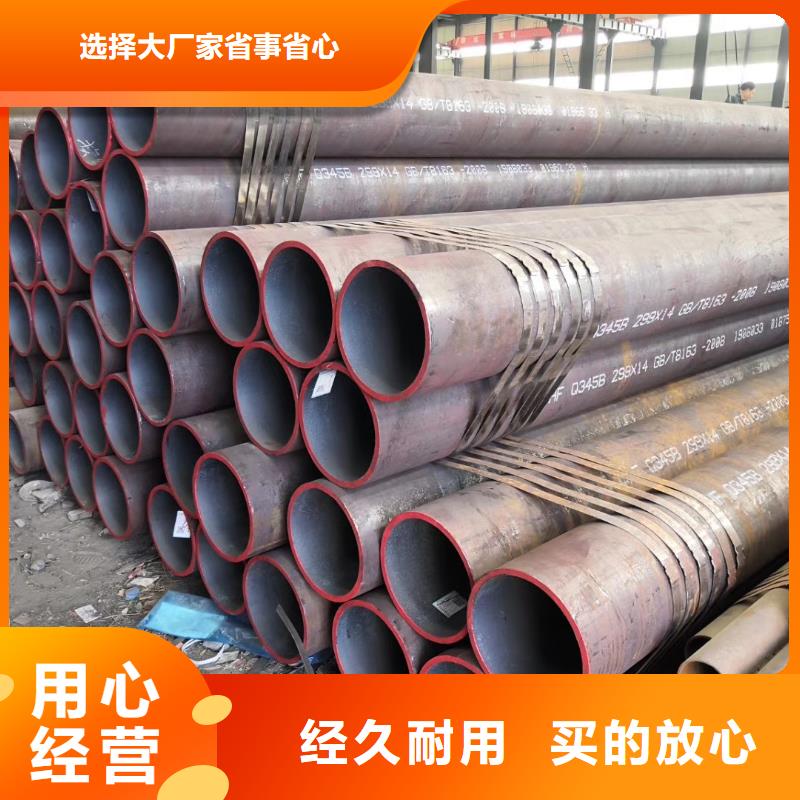
廣州無縫鋼管(GB/T18984-2003)是用于-45℃~-195℃級低溫壓力容器管道以及低溫熱交換器管道用無縫鋼管一般用無縫管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等。合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。 一般用無縫管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨。
冷軋以熱以熱處理狀態交貨。低中壓鍋爐用無縫管:用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等。用優質碳素結構鋼熱軋或冷軋(撥)無縫管。主要用10、20號鋼制造。
除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。無縫管理論計算公式: (外徑–壁厚 )×壁厚 ×0.02466= 無縫管每米的重量/公斤。
