您的位置>首頁 >廣西本地行業(yè)News >
性價比高的20號絎磨管生產(chǎn)廠家
更新時間: 2025-01-22 23:30:15 瀏覽次數(shù):4
以下是:性價比高的20號絎磨管生產(chǎn)廠家的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 6500/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 油缸氣缸機械加工 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:性價比高的20號絎磨管生產(chǎn)廠家的圖文視頻
導(dǎo)讀 性價比高的20號絎磨管生產(chǎn)廠家,安達液壓機械有限公司為您提供性價比高的20號絎磨管生產(chǎn)廠家,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,請聯(lián)系安達液壓機械有限公司,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到廣西省 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市。 廣西壯族自治區(qū) 八桂文化是廣西民族文化為主要內(nèi)容,是嶺南文化的組成部分。廣西是中國臨海的少數(shù)民族自治區(qū)、西部的沿海地區(qū),是中國對外開放、走向東盟、走向世界的重要門戶和前沿,是大西南便捷的出海口。西部陸海新通道、北部灣城市群、珠江—西江經(jīng)濟帶等戰(zhàn)略深入實施,地跨廣西、廣東、海南三省區(qū),背靠大西南,毗鄰粵港澳,面向東南亞,是海上絲綢之路的重要樞紐,在西部大開發(fā)戰(zhàn)略格局和對外開放大局中具有獨特地位。
廣西性價比高的20號絎磨管生產(chǎn)廠家
<廣西>九冶管業(yè)有限公司
廠家")
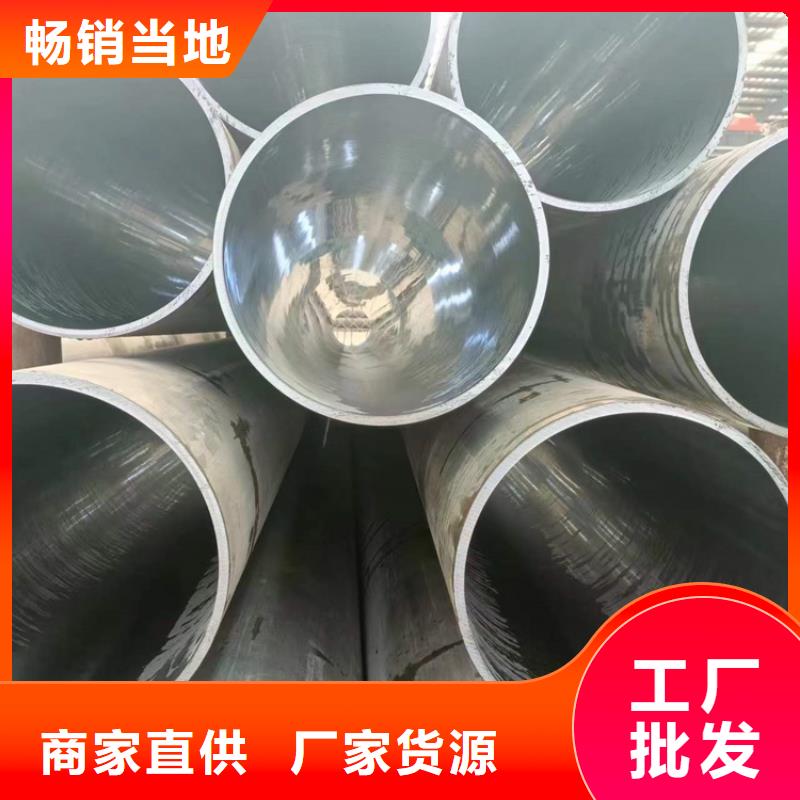
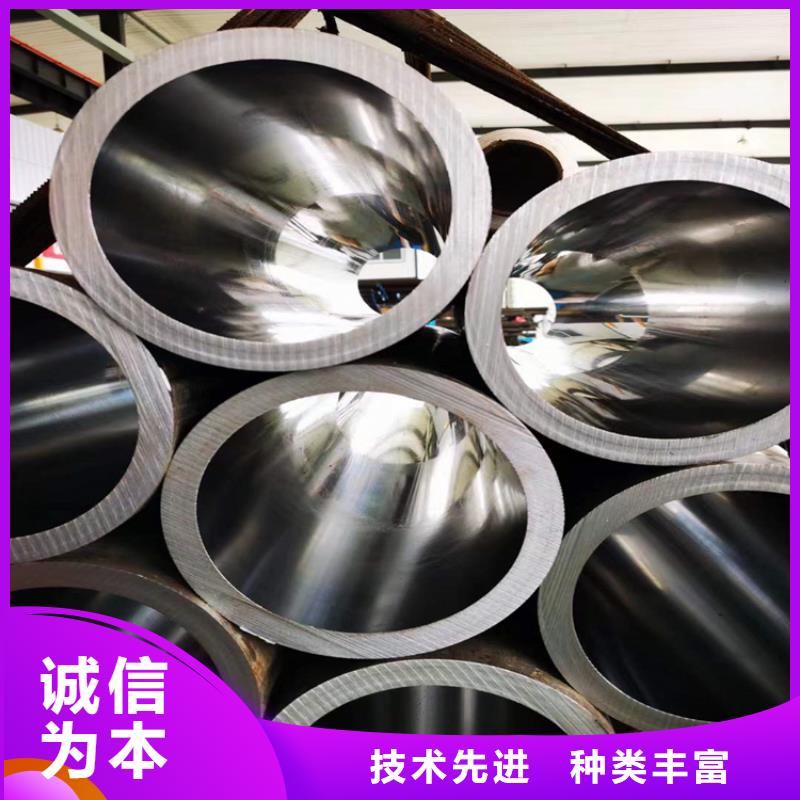
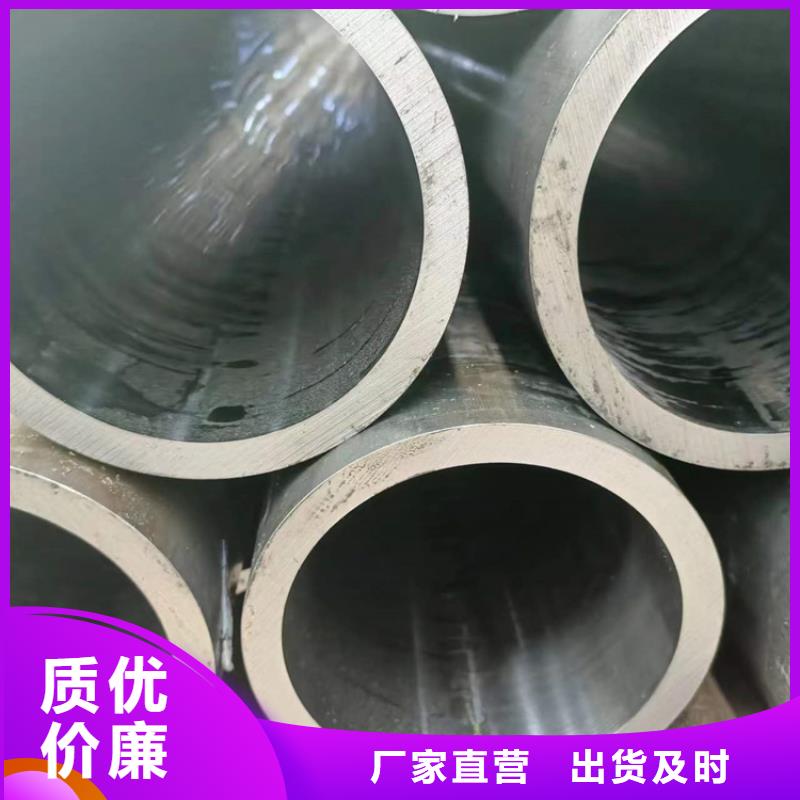
珩磨管是選用精密無縫鋼管制造機械結(jié)構(gòu)或液壓設(shè)備等,精密鋼管通過冷拔或冷軋?zhí)幚砗蟮囊环N高精密的無縫鋼管。由于珩磨管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產(chǎn)氣動或液壓產(chǎn)品。珩磨管的敷設(shè)排列和走向應(yīng)整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應(yīng)≤2/1000;垂直管道的不垂直度應(yīng)≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應(yīng)力。直徑50mm以上的珩磨管一般應(yīng)采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。
有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會使之保持理論線接觸。連續(xù)改變接觸條件會產(chǎn)生良好的動態(tài)特性,不會因擺動角度使機床部件產(chǎn)生嚴(yán)重顫振。珩磨過程中,單面線接觸珩磨時這類動態(tài)特性會對機床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機由此而引發(fā)的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續(xù)接觸的轉(zhuǎn)動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。
廠家")
<廣西>九冶管業(yè)有限公司
廣西性價比高的20號絎磨管生產(chǎn)廠家
總結(jié) 在廣西省采購性價比高的20號絎磨管生產(chǎn)廠家請認(rèn)準(zhǔn)安達液壓機械有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產(chǎn)品。(聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:遼河路燕山路交叉口南500米東首)。