您的位置>首頁 >廣西當地綜合News >
#滾絲輪#-品牌廠家
更新時間: 2025-06-20 21:04:03 ip歸屬地:廣西,天氣:陰轉陣雨,溫度:25-29 瀏覽次數:16
以下是:廣西省#滾絲輪#-品牌廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 1元/個 |
|---|
| 發貨期限 | 1-7 |
|---|
| 供貨總量 | 50000 |
|---|
| 運費說明 | 電聯 |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 齊全 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
| 范圍 | #滾絲輪#-品牌生產基地位于【聊城】,供應范圍覆蓋廣西省 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市等區域。 |
|---|
以下是:廣西省#滾絲輪#-品牌廠家的圖文視頻
導讀 【云海旭】為客戶提供多樣化產品,包括南寧冷壓鋼筋套筒、北海鋼筋套筒價格、貴港變截面鋼筋套筒、玉林鋼等,適配多元場景需求。#滾絲輪#-品牌廠家,云海旭金屬材料(廣西省分公司)【聊城云海旭金屬材料(廣西省分公司)yunhai3356-42】專業從事#滾絲輪#-品牌廠家,聯系人:馬經理,發貨地:經濟開發區嶗山路1號,以下是#滾絲輪#-品牌廠家的詳細頁面。 廣西壯族自治區 元至正二十三年(1363年),設置廣西行中書省,為廣西建省之始。民國時期,廣西沿襲清制設省。1958年3月,廣西省改為“廣西僮族自治區”,1965年10月,“廣西僮族自治區”改名為“廣西壯族自治區”。廣西是個多民族聚居的自治區,少數民族人口數量居全國位,占全區常住人口的37.6%,世居民族有壯、漢、瑤、苗、侗、仫佬、毛南、回、京、彝、水、仡佬等12個,其中壯族占全區常住人口的31.4%。
<廣西>云海旭金屬材料有限公司

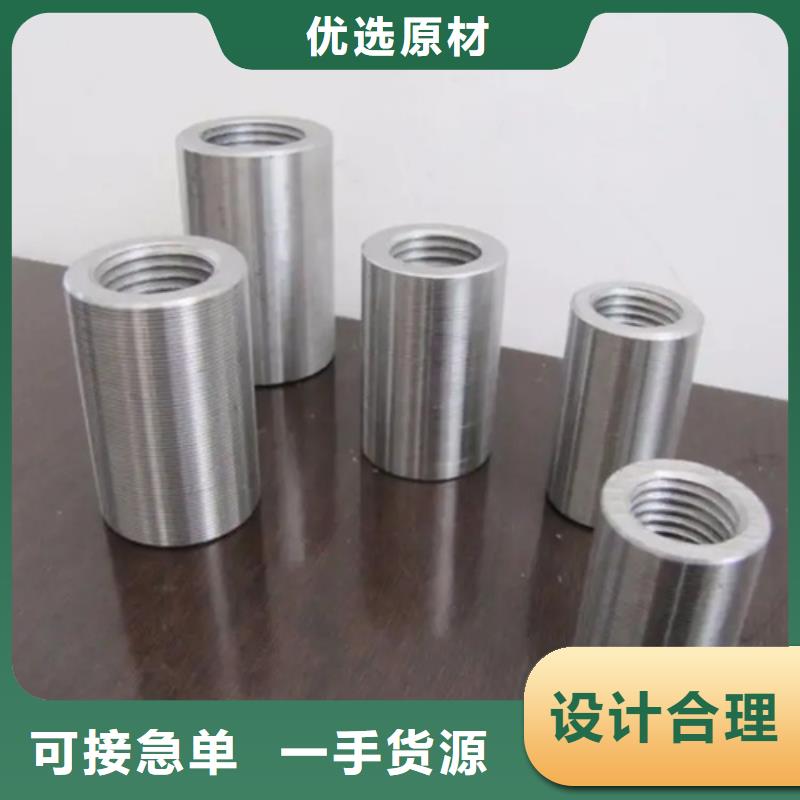
鋼筋直螺紋套筒連接是一種通過冷作硬化加工方法,采用專用的滾軋機床對鋼筋端部進行滾軋,使待接鋼筋端頭產生塑性變形并形成螺紋,再用與其螺紋相應的內螺紋套筒將兩根鋼筋套筒連接到一起的機械連接方法。供貨時要同時提供相應接頭性能等級的接頭型式檢驗報告、套筒原材機械性能檢驗報告。審查型式檢驗報告時應注意:①檢驗報告中要詳細記載接頭試件基本參數;②檢驗報告不得超過4年;③僅標準型接頭需要做型式檢驗報告;④HRB500級鋼筋接頭的型式檢驗報告可以兼做HRB400、HRB335級的同類型、同等級接頭的型式檢驗報告使用,反之則不允許。
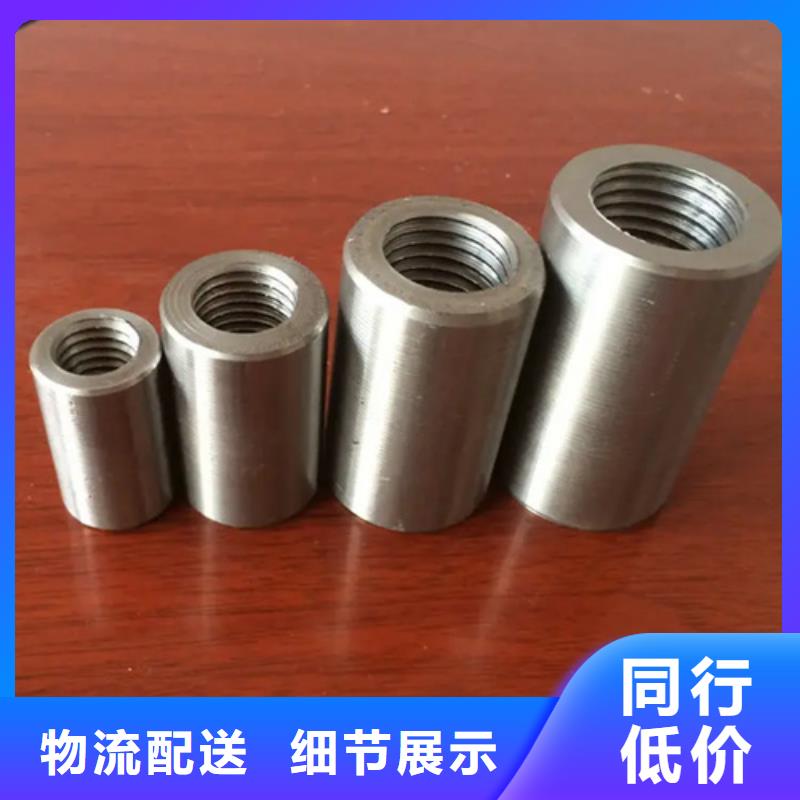
正反絲鋼筋套筒的連接方法具體如下面三步:一、將兩根被連接鋼筋移至連接套筒兩端口,旋轉連接套筒使兩鋼筋順利地旋入連接套筒;二、當鋼筋絲頭旋入連接套筒一半時,觀察連接套筒兩端外露未旋入鋼筋絲頭螺紋的數量。三、確定連接套筒兩端有外露螺紋且數量相等后,用專用的工作扳手或管鉗旋轉連接套筒,使兩根被連接鋼筋的鋼筋絲頭在連接套筒中間對頂鎖緊。鋼筋連接套筒在施工過程中,由于種種原因,鋼筋連接套筒會生銹,生銹的鋼筋連接套筒如果打進混泥土中,由于鐵銹存在,會使得鋼筋連接套筒不能和混凝土牢固粘合,造成工程質量下降,影響工程質量。

鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。



總結 您是想要在廣西省采購高質量的#滾絲輪#-品牌廠家產品嗎?云海旭金屬材料(廣西省分公司)【聊城云海旭金屬材料(廣西省分公司)yunhai3356-42】是您的不二之選!我們致力于提供品質保證、價格優惠的#滾絲輪#-品牌廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:馬經理-【0527-88266888】,地址:《經濟開發區嶗山路1號》。