


產品詳細介紹
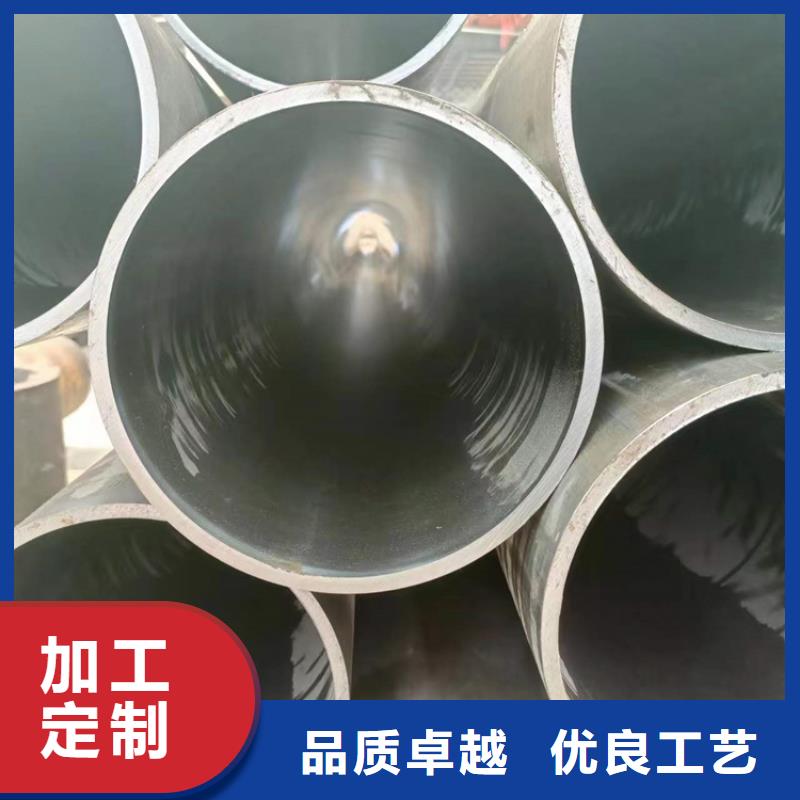
廣西省廣西省小口徑珩磨管
<廣西>九冶管業有限公司

精密絎磨管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr精密絎磨管的推廣應用對節約鋼材,提高加工工效,減少加工工序或設備投資有重要意義,可以節約 費用和加工工時,提高生產量和材料利用率,同時有利于提高產品質量,降低成本,對提高經濟效益有重要意義。選用滾壓油缸管的注意事項1、滾壓油缸管壓力選擇是否正確,對滾壓后表面粗糙度、尺寸、精度都有影響。一般情況下,滾壓油缸管力增加,表面粗糙度提高。但是滾壓力增加到一定程度,表面粗糙度不再提高。如繼續增加,滾壓表面開始惡化,甚至出現裂紋。2、提高工件表面粗糙度,采用滾壓加工效果 。在預加工粗糙度達Ra1.6時,只要過盈量合適,粗糙度可達Ra0.2以上。但當預加工粗糙度只有Ra6.4~Ra3.2,加工表面有振動亂刀紋時,那么較深的刀紋不能被滾壓光,這只有增加過盈量再次滾壓。如果孔的橢圓度和錐度過大,滾壓后上述缺陷仍然存在,同時粗糙度大。因此,預加工表面 小于Ra3.2,幾何精度在一、二級以上,能獲得小的粗糙度,較理想的精度。3、滾壓油缸管材料軟,塑性大,容易被滾壓光。隨著塑性降低,硬度的提高, 變形量隨之減少。一般來說鋼和銅的滾壓效果較好,鑄鐵的效果較差。可鍛鐵,球墨鑄鐵比灰口鑄鐵的滾壓效果要好。滾壓鑄鐵件時,當鑄件的材料硬度不均勻時,被滾壓表面的缺陷(氣孔、砂眼等)會馬上顯露出來。因此,當鑄件表面缺隱較多,質量較差時不宜采用滾壓工藝。4、滾壓油缸管過盈量的大小對表面粗糙度和幾何精度的影響很大。通過試驗得知,合理的滾壓過盈量為0.027~0.036mm,此時得到的表面粗糙度為小。 過盈量受多種因素的影響,因此 過盈量的確定要根據具體條件多次試驗來確定。滾壓工具通常有滾珠、圓柱形滾柱、圓錐形滾柱、滾輪等。但用滾珠作為變形構件可降低整個滾壓工具成本。而且滾珠的精度高,硬度高,與工件接觸面小,用較小的滾壓力,較小的過盈量可獲得較高的壓強,較小的粗糙度。而且滾珠的使用壽命長,不易磨損,價格便宜,易更換。
精密絎磨管的理論重量計算和實際重量誤差有多大 精密絎磨管公式(外徑-壁厚)×壁厚×0.02466。我們長期生產在精密絎磨管的,所使用的計量公式就是以上介紹的比較簡潔的方式,然而這與我們生產部門的同事們的計量還是有偏差的 但誤差不大 聊城市興振絎磨管生產廠 先進的生產和檢測設備是制造優質產品的必要保證,因此公司十分重視生產裝備的現代化確保在行業的領先水平。采用國外先進技術制造的生產設備,軌機精密度高,生產品種規格廣泛且規格靈活,較一般自動軌管機組更為先進,同時并配置先進的自動化控制系統及在線質量檢測系統。確保了產品質量的穩定和可靠精密無縫鋼管是一種通過冷拔或熱軋處理后的一種高精密的鋼管。由于精密無縫鋼管內外壁無氧化層,精密無縫鋼管承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等優點,所以精密鋼管、精密無縫鋼管、精密光亮管、冷軋精密鋼管主要用來生產氣動或液壓元件的產品,如氣缸或油缸,都是用精密無縫鋼管。
 <廣西>九冶管業有限公司
廣西省廣西省小口徑珩磨管
<廣西>九冶管業有限公司
廣西省廣西省小口徑珩磨管