

聯系我們

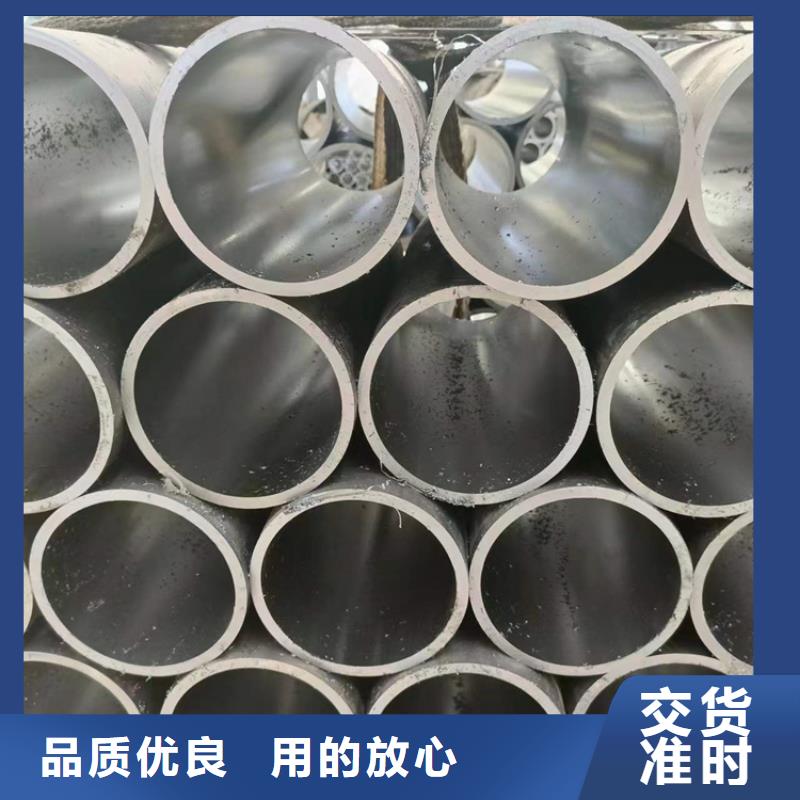
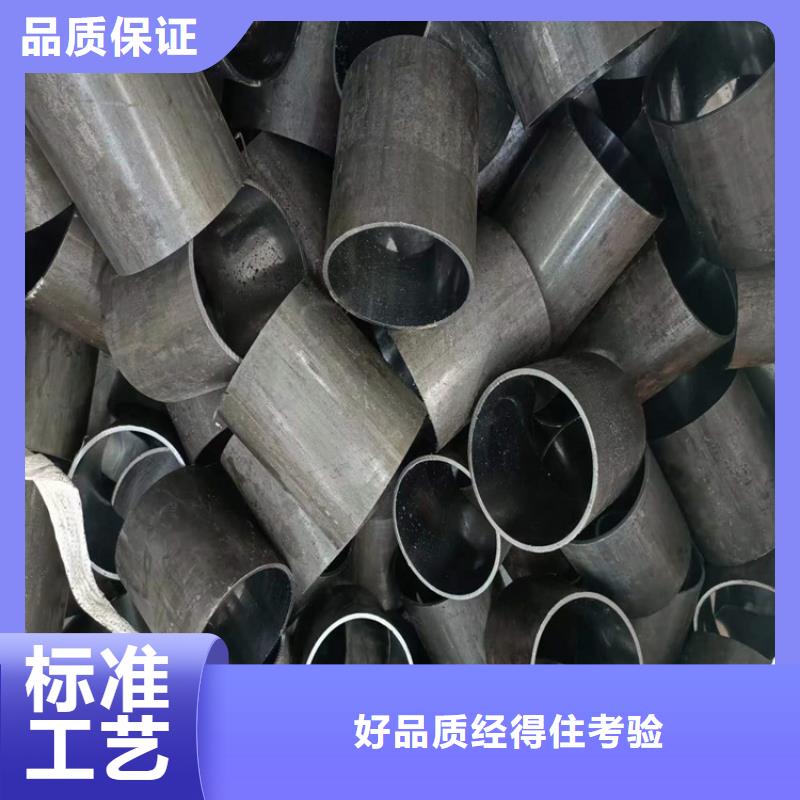
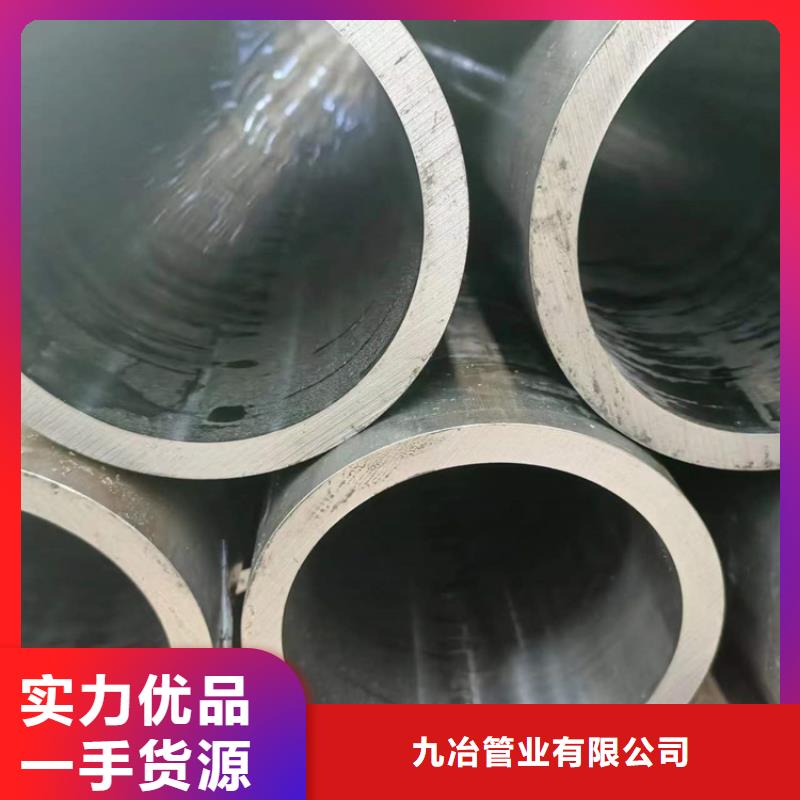
小口徑珩磨管
更新時間:2025-01-22 02:01:30 瀏覽次數:3 公司名稱: 九冶管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20# |
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領域 | 機械加工 油缸 |
| 是否進口 | 否 |



廣西小口徑珩磨管 <廣西>九冶管業有限公司
珩磨管的應用1、拆卸液壓油缸之前,應使液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油就會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。2、拆卸時要按順序進行。由于各種液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋, 拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用專用工具,禁止使用扁鏟;對于法蘭式端蓋必須用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿難以抽出時,不可強行打出,應先查明原因再進行拆卸。3、卸卸前后要設法創造條件防止液壓缸的零件被周圍的灰塵和雜質污染。例如,拆卸時應盡量在干凈的環境下進行;拆卸后所有零件要用塑料布蓋好,不要用棉布或其他工作用布覆蓋。4、拆卸時應防止損傷活塞桿頂端螺紋、油口螺紋和活塞桿表面、缸套內壁等。為了防止活塞桿等細長件彎曲或變形,放置時應用墊木支承均衡。5、油缸拆卸后要認真檢查,以確定哪些零件可以繼續使用,哪些零件可以修理后再用,哪些零件必須更換


有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。
<廣西>九冶管業有限公司 廣西小口徑珩磨管 <廣西>九冶管業有限公司冷拔珩磨管適合用在哪些領域?像航天、航空這樣的領域中,所配置的系統和零部件要求都是非常高的了,就以其發動機的環控系統中所用的管材來說,就不能隨意選用。這里要給大家的是冷拔珩磨管,因為這種管材具有強度高、抗氧化、抗輻照、組織穩定性好、熱加工及焊接性能優良等特點,且成本較低,因此特別適合上述那樣的特殊場合。作為冷拔珩磨管的加工工藝也是極其復雜的,需要先通過熱擠壓或機加工得到所需尺寸的管坯;再在軋管機上經過多道次退火、冷拔加工成成品管; 再對成品管材進行熱處理,獲得力學性能和顯微組織符合要求的管材。