



走進真實的場景,感受產品的獨特魅力!我們的【無縫管_厚壁無縫管用好材做好產品】視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:【無縫管_厚壁無縫管用好材做好產品】的圖文介紹


艾斯特鋼材有限公司的核心創造力是專業、的 肇慶廣寧合金鋼管科研團隊。
公司的核心生產力是優異、穩定的 肇慶廣寧合金鋼管產品質量。從嚴狠抓質檢流程及標準,保證生產的每一個 肇慶廣寧合金鋼管產品都合格合規達到要求。
公司的核心競爭力是覆蓋全國、輻射全球的銷售網絡。
公司的核心生命力是快速、的技術服務團隊。我們始終以客戶為中心,快速精準解決客戶問題,為客戶提供準確完善的 肇慶廣寧合金鋼管技術服務。


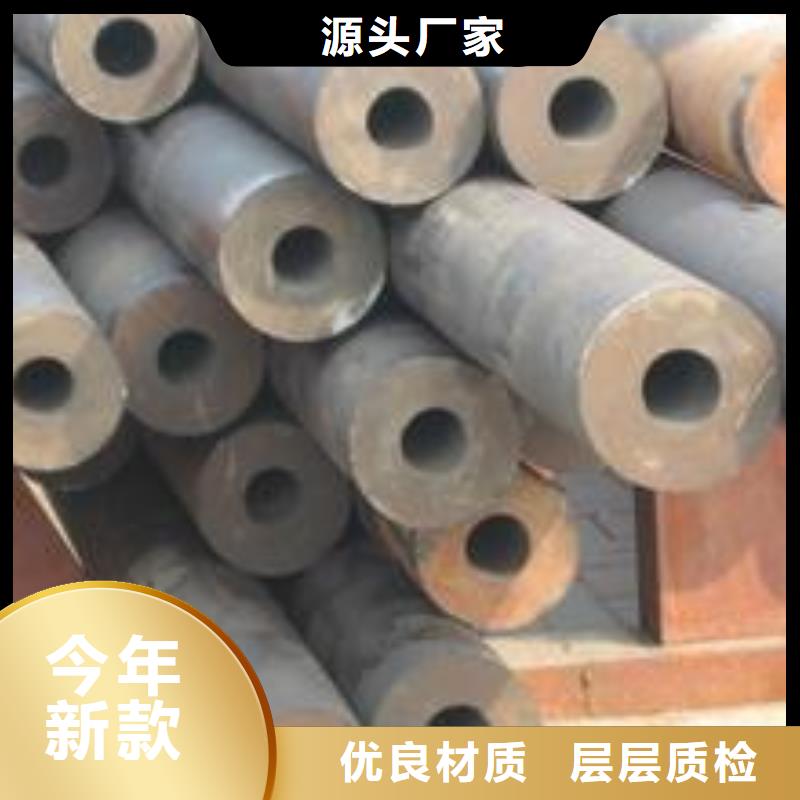
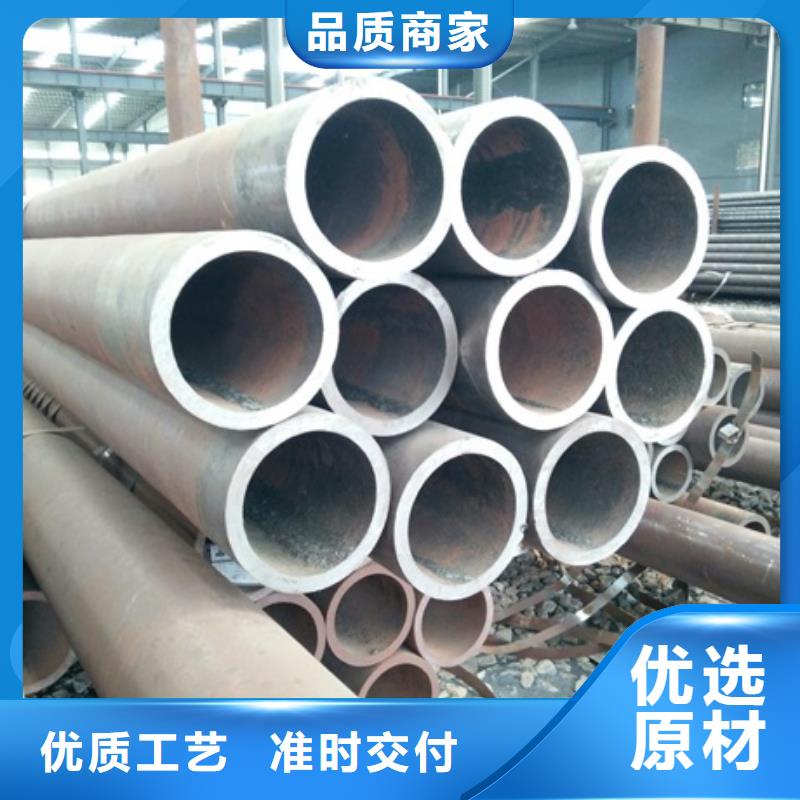
無縫鋼管廠長期供應:無縫鋼管、大口徑無縫鋼管、厚壁無縫鋼管、Q355B無縫鋼管、Q345B無縫鋼管、Q345C無縫鋼管、Q345D無縫鋼管、Q345E無縫鋼管、15CrMoG無縫鋼管、16Mn無縫鋼管等各種材質的無縫鋼管產品。 無縫鋼管材質為:20#、20G、45#、16Mn、Q345B、Q345C、Q345D、Q345E、15CrMo、15CrMoG、12Cr1Mov 12Cr1MovG、42CrMo、Cr5Mo、10CrMo910、201、304、304L、316L、310S、904L等 無縫鋼管產品廣泛用于電廠、化工、石化、機械加工、橋梁、網架、高層建筑、機場、大型會展中心和體育場館等鋼結構、軋機輥道及大口徑輸送管道。 我公司無縫鋼管執行標準有: GB/T8162-2008、GB/T8163-2008、GB5310-2008、GB3087-2008、GB9948-2006、GB6479-2000、GB/T14976-2002、GB/T13296-2000等 公司倉庫常年備有各種無縫管、無縫鋼管、合金管、低合金無縫管、化肥專用管、不銹鋼管、不銹鋼板、合金板、無縫方管、無縫矩管、石油套管、化肥專用管、石油裂化管、液壓支架管、流體管等結構用鋼管…




鍍鋅鋼管的焊接需要注意哪些事情?下面無縫鋼管廠家小編就來為大家講一下 一、前提就要打磨 但是必須把焊接處的鍍鋅層打磨掉,否則會產生氣泡、沙眼、假焊等。還會使焊縫變脆,剛性下降。 二、鍍鋅鋼的焊接特點 鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點在419°C,沸點908°C左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位置。鋅在鐵中具有較大固溶度,鋅液體會沿晶界深入浸蝕焊縫金屬,低熔點鋅形成“液體金屬脆化”。 同時,鋅與鐵可形成金屬間脆性化合物,這些脆性相使焊縫金屬塑性降低,在拉應力作用下而產生裂紋。 如果焊接角焊縫,尤其是T形接頭的角焊縫容易產生穿透裂紋。鍍鋅鋼焊接時,坡口表面及邊緣處的鋅層,在電弧熱作用下,產生氧化、熔化、蒸發以至揮發出白色煙塵和蒸汽,極易引起焊縫氣孔。 由于氧化而形成的ZnO,其熔點較高,約1800°C以上,若在焊接過程中參數偏小,將引起ZnO夾渣,同時。由于Zn成為脫氧劑。產生FeO-MnO或FeO-MnO-SiO2低熔點氧化物夾渣。其次,由于鋅的蒸發,揮發出大量的白色煙塵,對人體有刺激、傷害作用,因此,必須把焊接處的鍍鋅層打磨處理掉。 三、焊接工藝控制 鍍鋅鋼的焊前準備與一般的低碳鋼是相同的,需要注意的是要認真處理好坡口尺寸和附近的鍍鋅層。為了焊透,坡口尺寸要適當,一般60~65°,要留有一定的間隙,一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,在焊之前,可將坡口內的鍍鋅層以后再焊。 在實際監理工作中,采用了集中打坡口,不留鈍邊工藝進行集中控制,兩層焊接工藝,減少了未焊透的可能性。 焊條應根據鍍鋅管的基體材質選用,一般低碳鋼由于考慮易操作性,選用J422較為普遍。 焊接手法:在焊多層焊的 層焊縫時,盡量使鋅層熔化并使之汽化、蒸發而逸出焊縫,可大大減少液體鋅留在焊縫中。


