



“追求品質,不忘初心”是縱橫機械制造(廣東省分公司)一貫堅持的產品理念。目前,縱橫機械制造(廣東省分公司)達成長期戰略合作的原料供應工廠,不僅能夠保障原材料的供應,更能從源頭上確保用料的。從原料進庫到產品出廠,各個環節,各個部門都有規范的管理和專人負責,縱橫機械制造(廣東省分公司)生產的所有 鋼襯塑產品均采用環保材料, 鋼襯塑制作工藝均符合歐美標準,關注消費者關注的,我們一直在努力!



襯膠管皮帶頭尾輪襯膠、礦漿輸送管道的襯膠、旋流器分配器及沉砂槽襯膠、浮選機槽體襯膠、磁選機筒體襯膠、沉淀池槽體襯膠、以及其它漏斗、料倉耐磨襯膠等。
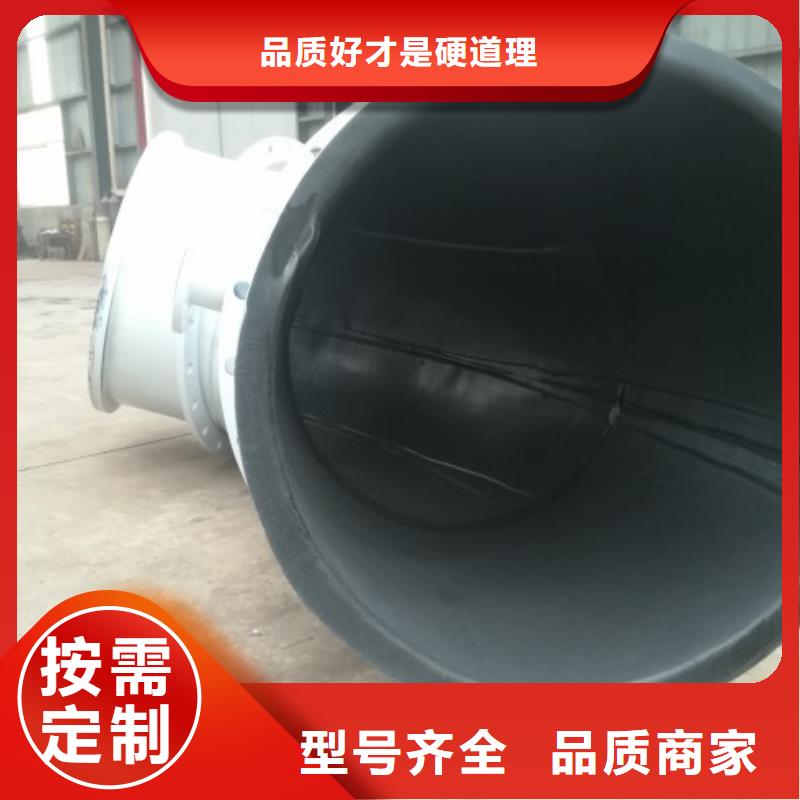
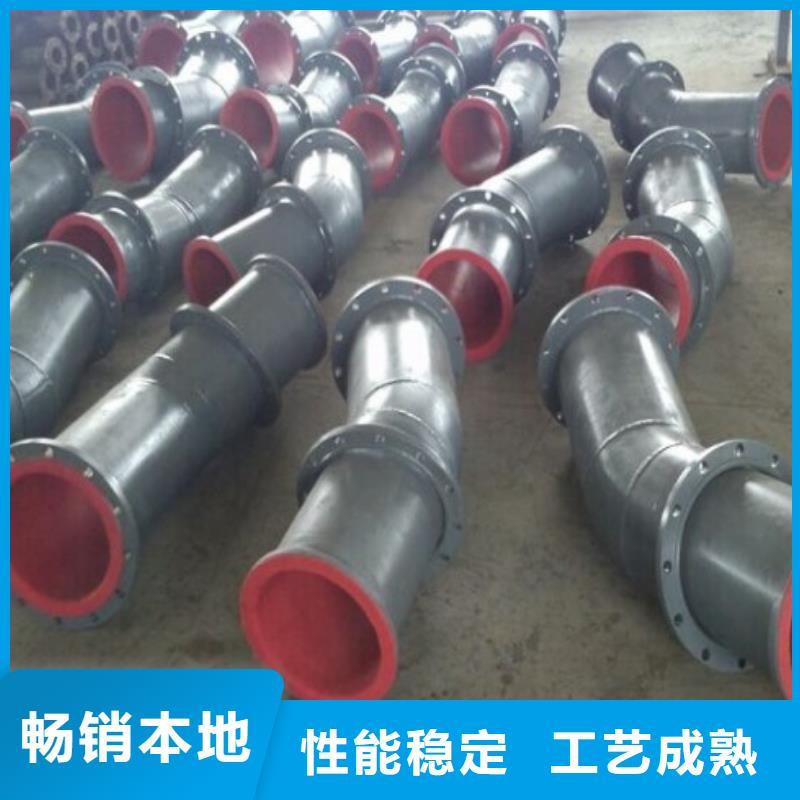
襯膠管用于礦山原礦、精礦、尾礦礦漿輸送管路,燃煤電廠輸灰管路,化工系統中帶有固體顆粒的液體輸送管路,適用于酸堿鹽油,固體、粉體、氣體、液體輸送環境。襯膠管襯膠層采用耐溫性能優異的丁基橡膠、三元乙丙膠、氯磺化聚乙烯氟橡膠等,管道可在140℃的腐蝕環境下連續工作。襯膠管的接頭方式有多種,施工中靈活選擇接頭方式,能提高工程的進度。
襯膠管是絕緣體,絕緣性能好,可地應用于電線路密集區和多雷區。鋼管、鑄鐵管表面極易生銹,對輸送介質會產生污染,因而,常需對其表面進行特殊防銹、除銹處理;襯膠管由于是由非金屬材料制成,表面不會生銹,無需處理,不會污染水質。襯膠管內壁潔凈光滑,難以被海水或污水中各種生物污染蛀蝕。
襯膠管道工藝流程:
設備及管件需噴砂除銹達到Sa2.5級,用壓縮空氣吹凈表面浮塵,然后涂刷一遍底膠漿。
設備缺陷處理→二次膠漿涂刷→三次膠漿涂刷貼襯→中間檢查→硫化→成品檢查→成品→修理
洛陽縱橫機械制造有限公司專注從事脫硫襯膠管道,襯塑管道,脫硫管道,襯膠鋼管,襯塑鋼管的研發和生產,專業為客戶提供優質的耐磨防腐管道產品及技術服務。公司多年逐步發展為大型高新技術企業,專業生產襯塑管道,襯膠鋼管,襯膠管道,耐磨襯膠管道,脫硫襯膠管道及各種防腐耐磨管件.質量可靠,性價比高。




襯膠工藝操作流程
一、冷粘工具和清洗劑
1. ![]() 刃口鋒利的刀具;2、直尺,卷尺,磨刀石;3、木錘或者橡膠錘;4. 鋼絲刷;5.手提電動鋼絲刷(砂輪);6.干凈棉紗。
刃口鋒利的刀具;2、直尺,卷尺,磨刀石;3、木錘或者橡膠錘;4. 鋼絲刷;5.手提電動鋼絲刷(砂輪);6.干凈棉紗。
二、膠板粘接程序
1. 膠板的準備
a.所有粘接的膠板表面都必須打毛(出廠時已一面或兩面打毛),包括接頭。
b. 所有需粘接的表面(含接頭)都須用香蕉水清洗臟物,并徹底晾干。
2. 橡膠和橡膠粘接
a. 均勻涂一層配好的粘合劑于粘接表面,并晾干10至15分鐘;
b. 再均勻涂第二層配好的粘合劑,至粘接面不粘手,再將粘接面疊合;
c. 粘合劑在短時間內即粘牢,在施壓前調整好粘接位置;
d. 當位置對好后,在整個表面施壓,使其接觸均勻,擠出空氣。
3. 橡膠與金屬鐵板粘接
a. 金屬鐵板表面需用噴砂或者鋼絲刷去除鐵銹和氧化層;
b. 采用香蕉水清洗噴砂后的表面,并徹底晾干;
c. 涂金屬底油,約2小時晾干,如 層太薄可涂第二層;
d. 粘接步驟同第3條a 至d 項。
4. 注意事項
a. 粘合劑及固化劑置陰暗通風處密封保存,并小心濺入眼睛;
b. 底油的用量為每升可涂4平方米;
c. 粘合劑的用量為每升可涂1.5平方米;
d. 每升粘合劑在使用時需配入52克固化劑。
三、橡膠粘接檢驗標準(現場制作)。
1、金屬表面處理:金屬表面必須噴砂除銹,要全部露出金屬光澤,達到Sa2 1/2標準要求
2、噴砂處理:噴砂是采用吸入式噴砂法,操作風壓不低于5~6Kg/cm2,所用銅渣或金剛砂(粒徑1.5~3.5mm)需要干燥后方能使用,噴砂工序自上而下進行,然后用毛刷刷去噴砂后附在金屬表面的灰塵、噴砂應自上而下噴,順序為從左到右。
3、膠板下料的處理:先下好樣板,再裁膠板,力求準確、節約,適當考慮余量。坡口寬度為膠板厚度的3~3.5倍(15度)。膠板粘合面應保持干凈,不干凈的部位用清洗劑清洗干凈。
4、槽體與橡膠粘接后表面達到:
1、平整 2、光滑 3、無氣孔 4、無凹陷 5、無死角。

