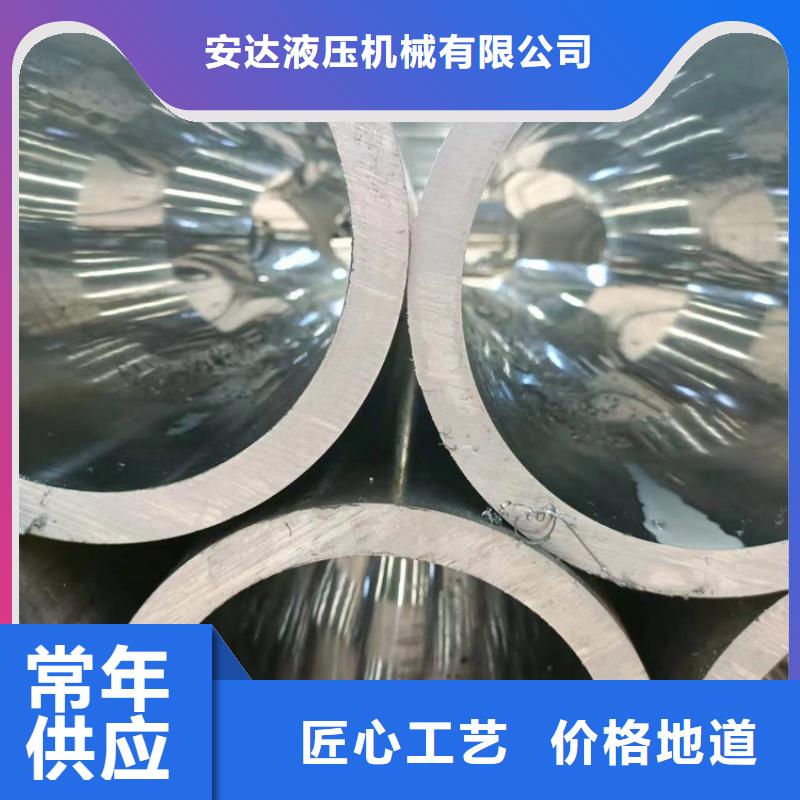




廣東企業旺旺珩磨管絎磨管油缸管絎磨管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 
廣東企業旺旺珩磨管絎磨管油缸管薄壁氣缸管的日常工作原理主要是通過砂帶上的沙粒產生一定的壓力,在一定轉速之下進行的表面研磨。通過砂帶的上下移動對工件的上下表面來回磨削,達到一定效果。當然在研磨過程中要不斷的加潤滑油,進行冷卻,以免影響工件表面加工質量。這樣得到的工件只是粗加工的工件,想要更好精度的產品還需進行精加工處理薄壁氣缸管和拋光管的區別絎磨其實也是拋光的一種方式不過絎磨只是專用在對圓孔的拋光方面。絎磨管拋光可以是對任何一種形狀的物體表面進行粗糙度的精加工;內形或者外形都可以進行拋光,而絎磨只是對圓孔進行拋光。絎磨有專用的絎磨頭,上面裝上各種粗細的油石對內孔的表面進行拋光。絎磨并不能改變內孔與外形的同軸度或者孔對外形的相對位置,只是順著孔的軸線對孔的內表面進行拋光,使孔的尺寸達到工藝的要求。
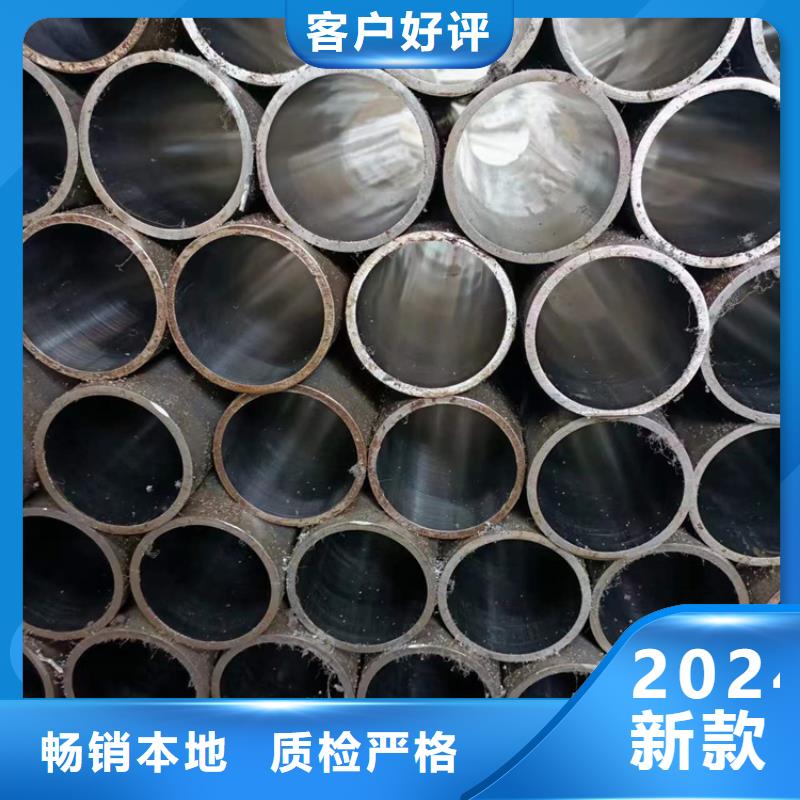
廣東企業旺旺珩磨管絎磨管油缸管不過,我們在使用這一種珩磨工具時,也是需要注意以下幾點:1、大口徑絎磨管對于設備的行程應不超過珩磨時的寬度范圍,否則的話,那么就有可能會嚴重損壞珩磨齒輪。2、絎磨管在珩磨量的控制上,應將其數值控制在合理的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。3、大口徑絎磨管珩磨齒輪的材質,由于比較脆,所以是嚴禁敲打的,以免使其損壞而不能使用了。關于如何提高大口徑絎磨管表面的光潔度這個問題,想要達到目標其實不難,因為可以從珩磨工藝上入手,進而來實現。進一步將,選擇適合的珩磨油石,并控制好粗糙度,使其在正常允許范圍內,那么就能達到上述要求了。不過,在某些情況下,還是要注意一下珩磨管所用材質,以及材料硬度如何,以便可以綜合考慮
廣東企業旺旺珩磨管絎磨管油缸管精密絎磨管的理論重量計算和實際重量誤差有多大 精密絎磨管公式(外徑-壁厚)×壁厚×0.02466。我們長期生產在精密絎磨管的,所使用的計量公式就是以上介紹的比較簡潔的方式,然而這與我們生產部門的同事們的計量還是有偏差的 但誤差不大 聊城市興振絎磨管生產廠 先進的生產和檢測設備是制造優質產品的必要保證,因此公司十分重視生產裝備的現代化確保在行業的領先水平。采用國外先進技術制造的生產設備,軌機精密度高,生產品種規格廣泛且規格靈活,較一般自動軌管機組更為先進,同時并配置先進的自動化控制系統及在線質量檢測系統。確保了產品質量的穩定和可靠精密無縫鋼管是一種通過冷拔或熱軋處理后的一種高精密的鋼管。由于精密無縫鋼管內外壁無氧化層,精密無縫鋼管承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等優點,所以精密鋼管、精密無縫鋼管、精密光亮管、冷軋精密鋼管主要用來生產氣動或液壓元件的產品,如氣缸或油缸,都是用精密無縫鋼管。