以下是:纏繞翅片管廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 20/米 |
|---|
| 發貨期限 | 1-3 |
|---|
| 供貨總量 | 9989 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1 |
|---|
| 是否廠家 | 是 |
|---|
| 產品規格 | 齊全 |
|---|
| 加工定制 | 可定制 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
以下是:纏繞翅片管廠家的圖文視頻
在廣東省采買纏繞翅片管廠家到建順金屬制品有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:張經理-13336259835,QQ:314614021,地址:《聊城東昌府區泰山路3號發貨到廣東省 廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市》。 廣東省 廣東省是中國的南大門,處在南海航運樞紐位置上。漢代時期,徐聞古港是海上絲綢之路始發港,正式翻開了中西方國與國之間海上交流史的頁。到了清代,廣州成為全國的對外通商口岸。改革開放后,廣東成為改革開放前沿陣地和引進西方經濟、文化、科技的窗口。自1989年起,廣東省國內生產總值連續居全國位,成為中國經濟大省,經濟總量占全國的1/8。廣東省域經濟綜合競爭力居全國。
為了讓您更地了解我們的纏繞翅片管廠家,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:纏繞翅片管廠家的圖文介紹


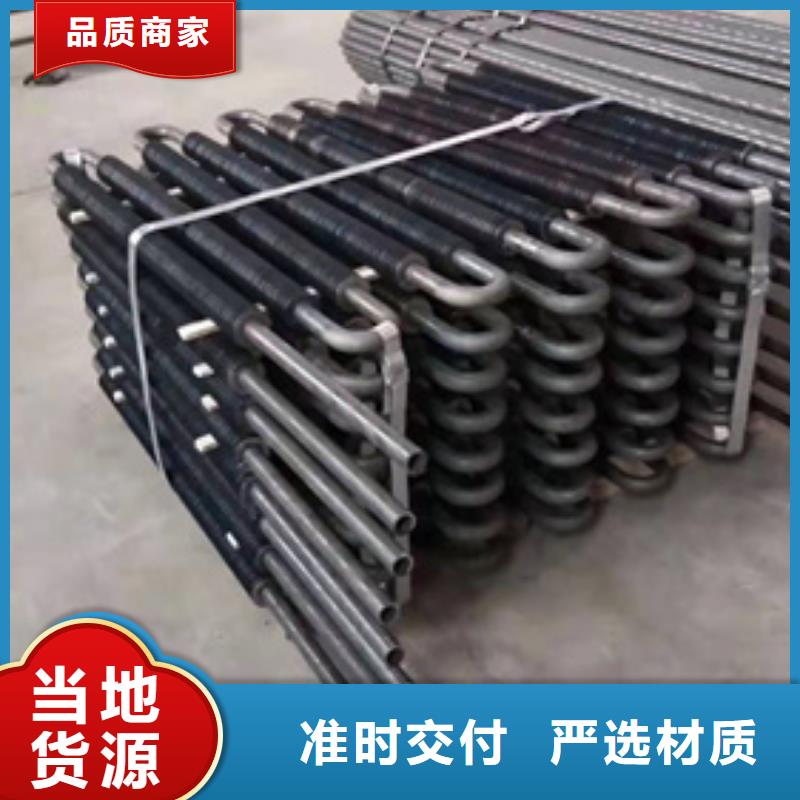
廣東激光焊翅片管用于民用壁掛爐、廣東附近工業鍋爐等,使用德國技術,國內剛剛興起,但在歐洲已有十幾年的歷史,優勢在于接觸熱阻為零,和高頻焊接相比具有翅化比大,重量輕,組裝的換熱器體積緊湊的特點,更節能環保,達到 排放要求.國內的翅片管種類繁多,主要以高頻焊翅片管為主,雖然它與鑲嵌、廣東附近釬焊等方法相比,在產品質量和生產自動化方面都更為先進,但是由于高頻焊翅片管的根部難以焊透和根部有褶皺等因素,導致高頻焊翅片管在換熱效率和防積灰方便還存在諸多不足。有鑒于上述原因及為了響應 關于節能減排的方針政策。激光焊翅片管是技術為先進的產品,其有著不可替代的優勢1:基管厚度可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相對其他工藝大大節約了材料成本。2:焊透率高,能夠防止間隙腐蝕,延長使用壽命,減小傳熱熱阻。3:突破材料限制,可使用不同材料進行加工。4:易于二次加工,可直接進行盤管和彎管。5:焊接熱影響區小,金相變化小,使得小管徑翅片管加工成為可能。換熱管與冷凝管的用材,應當具備的傳熱性能,更要具備良好的耐腐蝕、廣東附近耐沖刷、廣東附近耐磨蝕性能,還應有良好的強度和剛度和可塑性能,易于加工制造。



建順金屬制品有限公司正因勢而變,與時俱進的精神,開拓進取,銳意創新,提高綜合素質,努力創造高質量的 廣東冷卻器產品、卓越的品質、完美的服務,遵循:“追求無止境”的企業理念和“一切為了用戶”的經營宗旨,我們期待與您攜手合作,共創美好明天


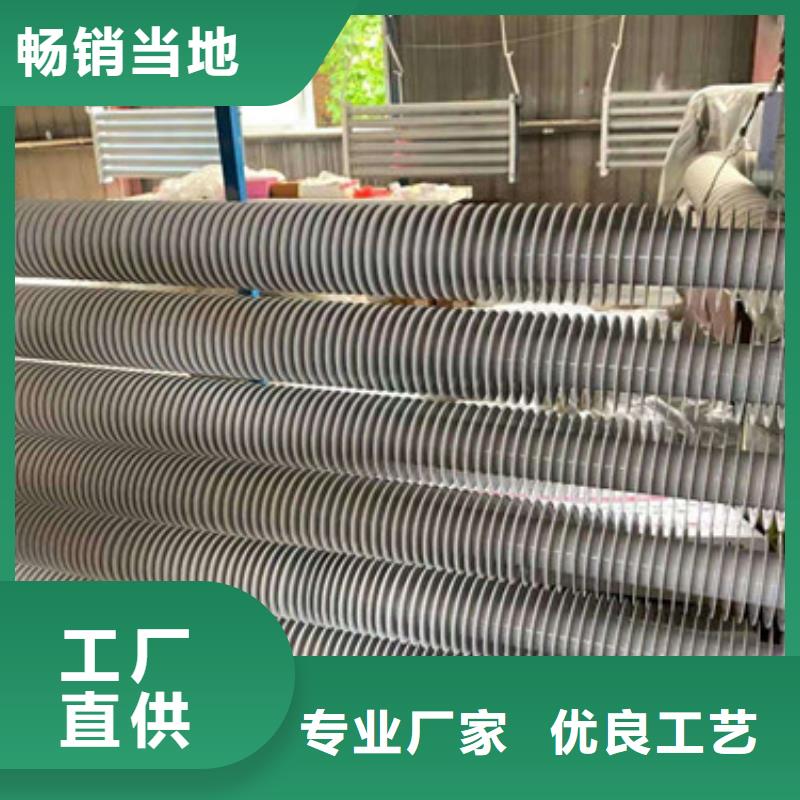
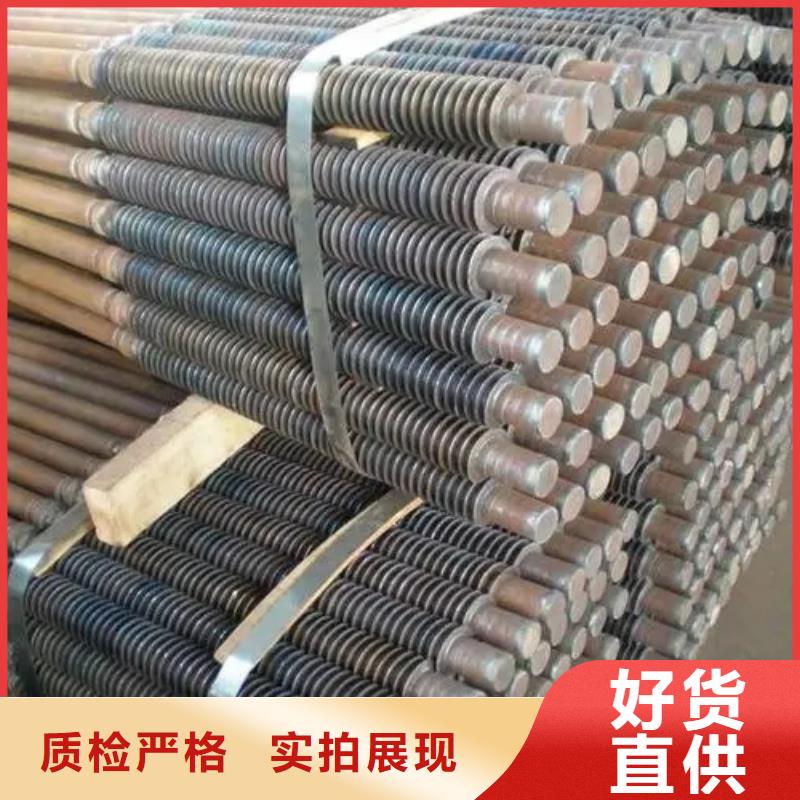
廣東翅片管的種類很多,而且還在不斷涌現新的品種。大體上可按下述幾個方面進行分類:1、廣東同城按加工工藝分類1)、廣東同城軋制成型翅片管(extruded fin tube);2)、廣東同城焊接成型翅片管(高頻焊翅片管、廣東同城埋弧焊翅片管);3)、廣東同城滾壓成型翅片管;4)、廣東同城套裝成型翅片管;5)、廣東同城鑄造翅片管;6)、廣東同城張力纏繞翅片管;7)、廣東同城鑲片管。高頻高頻焊螺旋翅片管是應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、廣東同城冶金、廣東同城水泥行業的余熱回收以及石油化工等行業。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時 ,利用高 頻 電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、廣東同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。



廣東高頻焊螺旋翅片管是應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、廣東同城冶金、廣東同城水泥行業的余熱回收以及石油化工等行業。翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內表面積),從而達到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、廣東同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。因此它是一種固相電阻焊方法。高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應的內容為:集膚效應——當導體通以交流電流時,導體斷面上出現的電流分布不均勻,電流密度由導體中心向表面逐漸增加,大部分電流僅沿導體表層流動的一種物理現象。導體的電阻率越低、廣東同城磁導率越大、廣東同城電流的頻率越高,其集膚效應越顯著。鄰近效應——當高頻電流在兩導體中彼此反向流動或在一個往復導體中流動時,電流會集中于導體鄰近側流動的一種特殊的物理現象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時也使用低至10kHz的頻率



廣東翅片管常用材料有碳素鋼、廣東同城低合金鋼、廣東同城不銹鋼、廣東同城銅、廣東同城銅鎳合金、廣東同城鋁合金、廣東同城鈦等。此外還有一些非金屬材料,如石墨、廣東同城陶瓷、廣東同城聚四氟乙烯等。設計時應該根據工作壓力、廣東同城溫度和介質腐蝕性等選用合適的材料。如圖1所示,換熱管在管板上的排列形式主要有正三角形、廣東同城正方形和轉角正三角形、廣東同城轉角正方形。正三角形排列形式可以在同樣的管板面積上排列多的管數,故用得為普遍,但管外不易清洗。為便于管外清洗,可以采用正方形或轉角正方形排列的管束。換熱管中心距要保證管子與管板連接時,管橋(相鄰兩管間的凈空距離)有足夠的強度和寬度。管間需要清洗時還要留有進行清洗的通道。換熱管中心距宜不小于1.25倍的換熱管外徑,常用的換熱管中心距間下表。 常用的換熱管中心距 mm換熱管外徑d010121416192025323538455057換熱管中心距13~14161922252632404448576472
在廣東省采購纏繞翅片管廠家請認準建順金屬制品有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張經理-13336259835,QQ:314614021,地址:東昌府區泰山路3號)。