您的位置>首頁(yè) >廣安當(dāng)?shù)仡l道中心 >
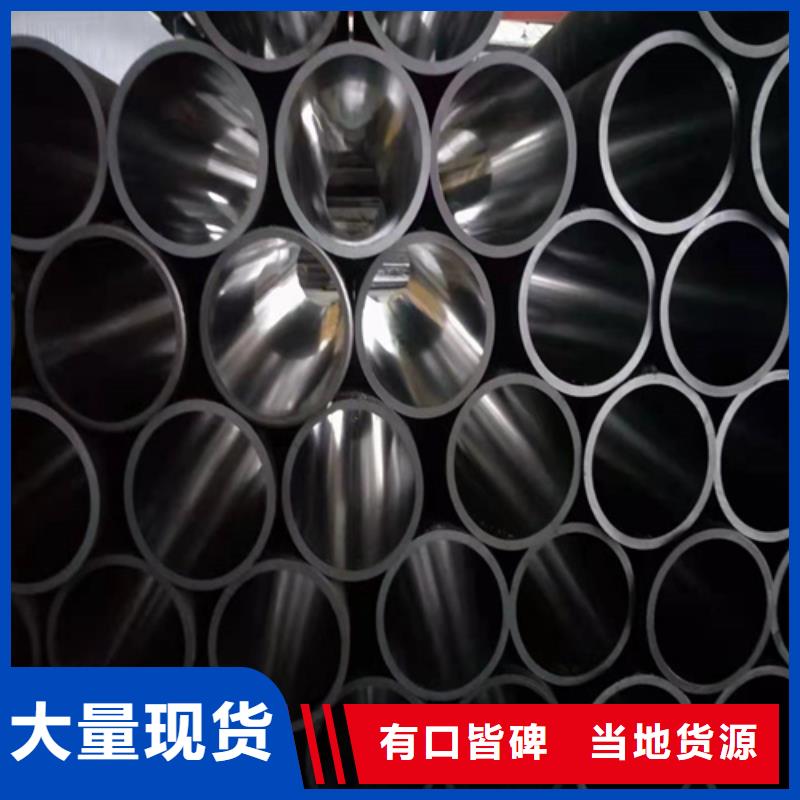
氣缸輥壓管放心選購(gòu)
更新時(shí)間: 2025-01-16 11:10:07 瀏覽次數(shù):9
以下是:氣缸輥壓管放心選購(gòu)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 6500/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 過(guò)磅 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 油缸氣缸機(jī)械加工 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:氣缸輥壓管放心選購(gòu)的圖文視頻
導(dǎo)讀 在四川省廣安市采買氣缸輥壓管放心選購(gòu)到安達(dá)液壓機(jī)械有限公司,無(wú)論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷,歡迎有需要的客戶來(lái)電。聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:《聊城遼河路燕山路交叉口南500米東首發(fā)貨到四川省 廣安市 岳池縣、武勝縣、鄰水縣、華鎣市》。 四川省,廣安市 廣安市,別稱賨州、賨城,四川省轄地級(jí)市,位于四川盆地東部,地處亞熱帶濕潤(rùn)季風(fēng)氣候區(qū),四季分明,氣候溫暖,雨量充沛,物產(chǎn)豐富,境內(nèi)嘉陵江、渠江曲折回環(huán),華鎣山、銅鑼山、明月山平行分布于市境東部。總面積6339平方千米,全市下轄2個(gè)區(qū)、3個(gè)縣,代管1個(gè)縣級(jí)市。截至2022年末,廣安市常住人口323.8萬(wàn)人。
四川廣安市氣缸輥壓管放心選購(gòu)
<廣安>九冶管業(yè)有限公司
")
主要的還是外包層的運(yùn)用,就是在珩磨管表面增設(shè)外包層,可以現(xiàn)澆成型,也可以采用噴涂法。同時(shí)外包層也可以用珍珠巖、石棉、石膏或石棉水泥、輕混凝土做成預(yù)制鋼管,采用膠粘劑、釘子、螺栓固定在鋼布局上,同樣能提高珩磨管的防火性。油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強(qiáng)調(diào)的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現(xiàn)較大的誤差,以免損壞缸筒內(nèi)壁,甚至是導(dǎo)致鋼桶報(bào)廢。一般情況下,支承襯套是鑲在珩磨管導(dǎo)向套內(nèi)徑凹槽處,它主要是對(duì)活塞桿起導(dǎo)向及支承作用,要求其內(nèi)徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時(shí),活塞桿的運(yùn)動(dòng)阻力就會(huì)增大,造成油缸發(fā)顫,支承襯套磨損加快,嚴(yán)重時(shí)伴有異響,失去支承作用。
")
有一種過(guò)程控制方法能縮短珩磨時(shí)間,珩磨管易于讓在整個(gè)齒面上保持理論上的線接觸。因此減少了磨具與工件的點(diǎn)接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會(huì)使之保持理論線接觸。連續(xù)改變接觸條件會(huì)產(chǎn)生良好的動(dòng)態(tài)特性,不會(huì)因擺動(dòng)角度使機(jī)床部件產(chǎn)生嚴(yán)重顫振。珩磨過(guò)程中,單面線接觸珩磨時(shí)這類動(dòng)態(tài)特性會(huì)對(duì)機(jī)床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機(jī)由此而引發(fā)的對(duì)珩磨過(guò)程中利用機(jī)床運(yùn)動(dòng)鏈實(shí)施齒面修形過(guò)程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過(guò)程中有一個(gè)以上的齒在保持接觸。這就表示珩齒過(guò)程是一種連續(xù)接觸的轉(zhuǎn)動(dòng)過(guò)程。這是使齒輪低噪聲運(yùn)行的一項(xiàng)很重要的決定性因素。
四川廣安市氣缸輥壓管放心選購(gòu)
總結(jié) 選購(gòu)氣缸輥壓管放心選購(gòu)來(lái)四川省廣安市找安達(dá)液壓機(jī)械有限公司,我們是廠家直銷,產(chǎn)品型號(hào)齊全,確保您購(gòu)買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:高經(jīng)理-17706353138,{QQ:3573482096},地址:[遼河路燕山路交叉口南500米東首]。