





廣安數控鋼筋鋸切套絲生產線口碑好

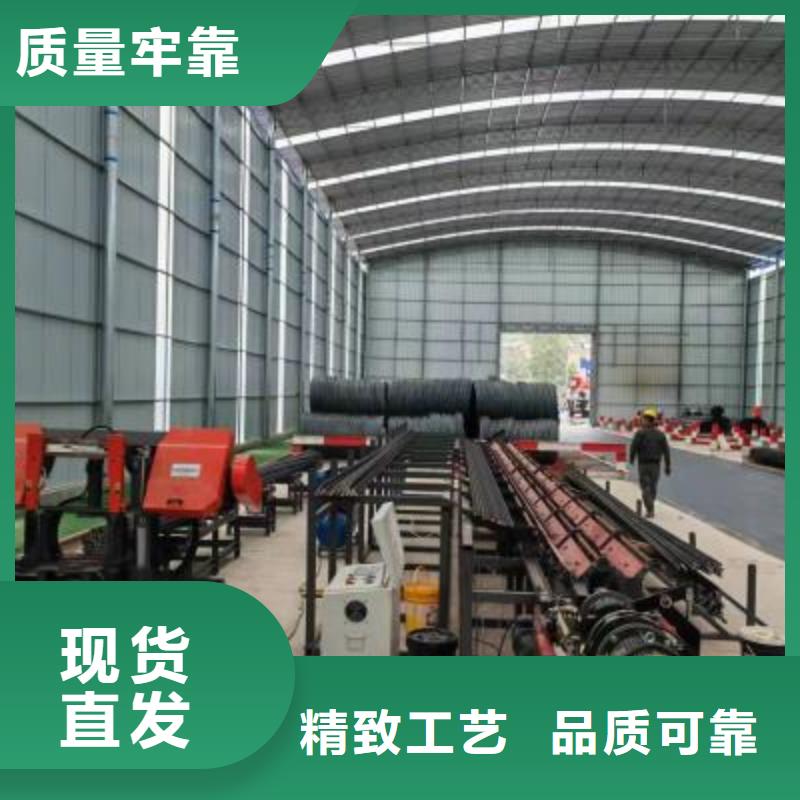
2、該機床具有整體結構剛性強、精度穩定、故障率低、可靠性好的優點,是鋼筋直螺紋連接絲口處理加工利器。3、臥式機頭設計:內部筋條加粗加大,強化結構剛性,大幅提高加工穩定性。4、機床外防護采用全封閉結構設計,可靠。5、機床操作系統采用人體工程學原理設計,操作方便全自動鋼筋直螺紋滾絲機床適合各種直螺紋產品的滾絲加工,我司可根據客戶特定的產品進行設計全自動滾絲加工,這也是我司的技術優勢所在,一般長軸類產品適合使用料斗等自動化送料機構來實現全自動滾絲加工,而短軸類零件則比較適合振動盤等自動送料機構來實現全自動滾絲加工,一般均采用PLC配合控制氣缸等進行全自動送料。滾絲機應定期進行保養,滾絲輪和剝肋刀也要更有定期檢查保養。全自動鋼筋直螺紋滾絲機床只需將幾百個工件放進振動盤或料斗中(一般短料適合振動盤等自動送料,長料適合料斗等自動化送料加工)即可實現工件的全自動滾絲加工,一人可看多臺,加工效率高,也不需人工上下料,工人勞動強度小,一般一人看4--6臺也很輕松,技術全在設備上。對工人也沒多少要求,簡單培訓即可上崗。,我們是做數控鋼筋籠滾焊機、數控鋼筋網排焊機、數控鋼筋切斷機、數控鋼筋彎曲中心、數控彎箍機、聯合沖剪機、鐓粗機、自動上料噴漿車、液壓噴濕機、注漿機、液壓劈裂機、智能壓漿、智能張拉機,

3、 鋸條有必要拉緊,鋸前試車空轉3 — 5 分鐘,以打出液壓筒中和液壓傳動裝置上各油溝中的空氣,并檢查鋸床有無毛病、光滑油路是否正常。
4、 鋸割管材或薄板型材,齒距不應小于資料的厚度。在鋸割時應將手柄退到慢的方位,并削減進刀量。
5 、金屬帶鋸床在作業中,禁絕半途變速,鋸料要放正、卡緊、卡牢,按原料硬度和鋸條質量決議進刀量。
6 、有必要專用液壓油和光滑油液壓傳動及光滑裝置中,冷卻液有必要清潔,并按周期替換或過濾。
7 、在資料行將鋸斷時,要加強調查,留意操作。
8 、作業結束,堵截電源,把各操作手柄放回空位上,并做好清掃作業。
9 、機床作業時如發現毛病,應立即泊車報告建造與保障部派機修工修補。鑫岳機床一直認為:供給優質的產品,是報答客戶 的辦法。
雙立柱GS4240數控帶鋸床 全自動數控金屬帶鋸床 40數控鋸床
機床的主要特征:
1、機床通過機械、電氣、液壓的配合,具有自動夾緊、自動進刀、切割完畢鋸架自動快速上升(即退刀)的功能。
2、進給速度,在給定的范圍內,可進行無級調整。
3、由于其切削刀具,采用進口薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是大、中型企、事業單位切割大型鋼胚、大型模具鋼胚的一種具有顯節材又節能的切割刀具。
4、加強型可調式鎢鋼夾持片,確保鋸切精度。
5、鋸架上下升降定位,由紫外線接近開關控制,送料控制返回原點時定位,由紫外線接近開關控制(常開)。
6、送料長度尺寸由光柵尺檢測定位,光柵尺檢測有效范圍500mm。
7、昆侖DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。
8、臺達DVP可編程控制器,全自動控制。
9、送料長度檢測深圳埃莫特光柵尺。
10、材料夾緊采用油缸夾緊。
11、可同時疊加多根材料鋸切。
12、線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
高性能蝸輪減速機性能,動力強勁、可靠性高,精密平衡校正,減低噪音、減少震動
獨特的液壓系統設計,下降速度平穩,此精密系統可防止鋸條非正常破壞,達到理想鋸切效果。
可選配壓緊裝置,實現成束鋸切可選配鋸帶液壓張緊,切削速度變頻控制.
● 本機床是一款鋸片“由下往上”鋸切的金屬圓鋸機,臺面可自動旋轉0-180度,方便工件的90度直切與任何角度的斜切。
● 液壓鋸頭進給,進給速度可根據指示隨意調整。核心部分歐洲原裝進口。
(1) 本機床采用臺灣技術制造,可鋸切各種黑色金屬和有色金屬。
(2)雙立柱結構 保證導向精度鋸削穩定可靠.
(3)液壓夾緊方便夾持物料,適合模具材料切割。
(4)鋸床傳動機構精密平衡校正,減少振動確保鋸帶不易斷齒、拉齒。
(5)電器全部采用正泰電器。
