


我們為您呈現了【鋸床】,鋼筋滾絲機資質認證產品的視頻介紹,相較于圖文,視頻更能展現產品的真實面貌和細節。不妨點擊觀看,感受產品的魅力。
以下是:【鋸床】,鋼筋滾絲機資質認證的圖文介紹


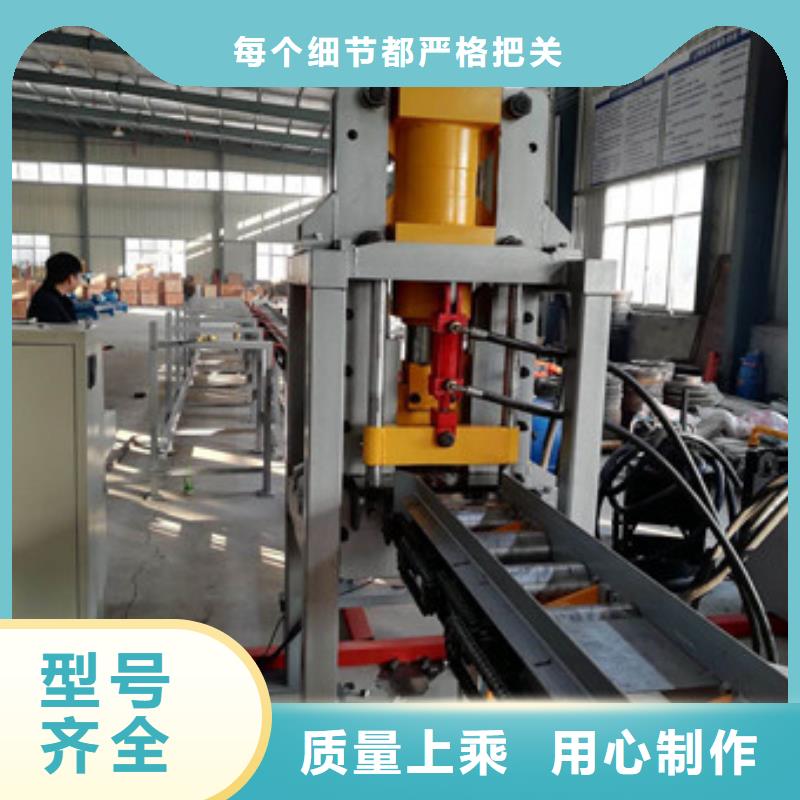
4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。
鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。



建貿機械設備有限公司自成立以來,主要致力于 四川甘孜鋼筋滾絲機等產品的生產與加工。公司成產以來,始終以“精心服務、客戶至上、銳意進取”的經營理念,堅持“客戶至上”的原則為同行提供配套服務。您的需要就是我們的服務,您的滿意就是我們的目標,我們堅信,未來你您的支持下,我們的事業會更加輝煌,我們以準備好,以、及時、的服務為客戶提供優質的服務。


常呈現的維修誤區。毛病未定位,盲目的拆開設備。一些修補人員因為對帶鋸床結構、原理不清楚,不仔細分析毛病原因,不能判別毛病部位,憑著 大約、差不多的思維盲目對機械大拆大卸,成果不光原毛病未掃除,并且因為修補技能和工藝較差,又呈現新的問題。 當數控機床呈現毛病后,要經過檢測設備進行檢測,如無檢測設備,可經過問、看、查、試等傳統的毛病判別辦法和手法,結合其結構和作業原理,斷定可能發作毛病的部位。在斷定毛病時,一般常用掃除法和比較法,依照從簡略到復雜、先表面后內部、先總成再部件的次序進行,切忌;不問青紅皂白,盲目大拆大卸。
盲目替換設備零部件。鋸床數控體系毛病判別和掃除相對困難一些,有些修補人員一向選用換件實驗的辦法,不論大件小件,只要以為可能是導致毛病的零部件,一個一個替換實驗,成果非但毛病沒掃除,且把不應替換的零部件隨意替換了,增加了消費者的開支。在修補時,應根據毛病現象仔細分析判別毛病原因及部位,對能修正的零部件要采納修補的辦法康復技能功能,根絕盲目替換零部件的做法。


