



聯(lián)系我們

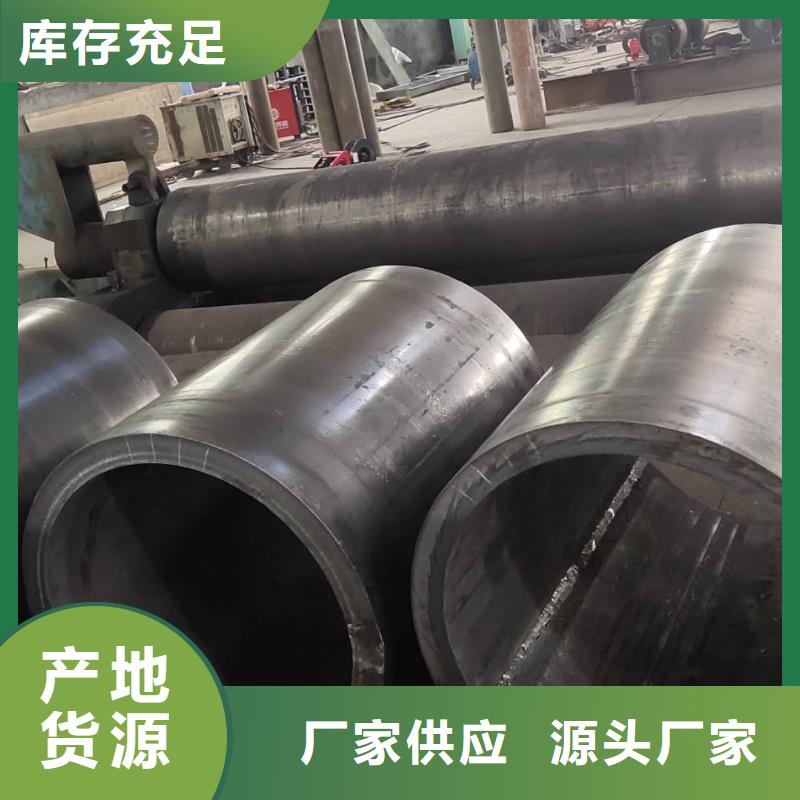
720*12鋼護筒鋼管樁焊接貨真價實
更新時間:2025-02-04 10:31:11 瀏覽次數(shù):6 公司名稱:聊城 山特金屬制品有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā) |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 最小起訂 | 1支訂 |
| 質(zhì)量等級 | 1級 |
| 是否廠家 | 生產(chǎn)廠 |
| 產(chǎn)品材質(zhì) | 235b等 |
| 產(chǎn)品品牌 | 山特金屬 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 山東 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 可加工 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 噸 |
| 產(chǎn)品顏色 | 碳黑 |
| 質(zhì)保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質(zhì)量認證 | 3年 |
| 產(chǎn)品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質(zhì) | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執(zhí)行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區(qū)域 | 電力 化工 設備 管道 電機殼等 |


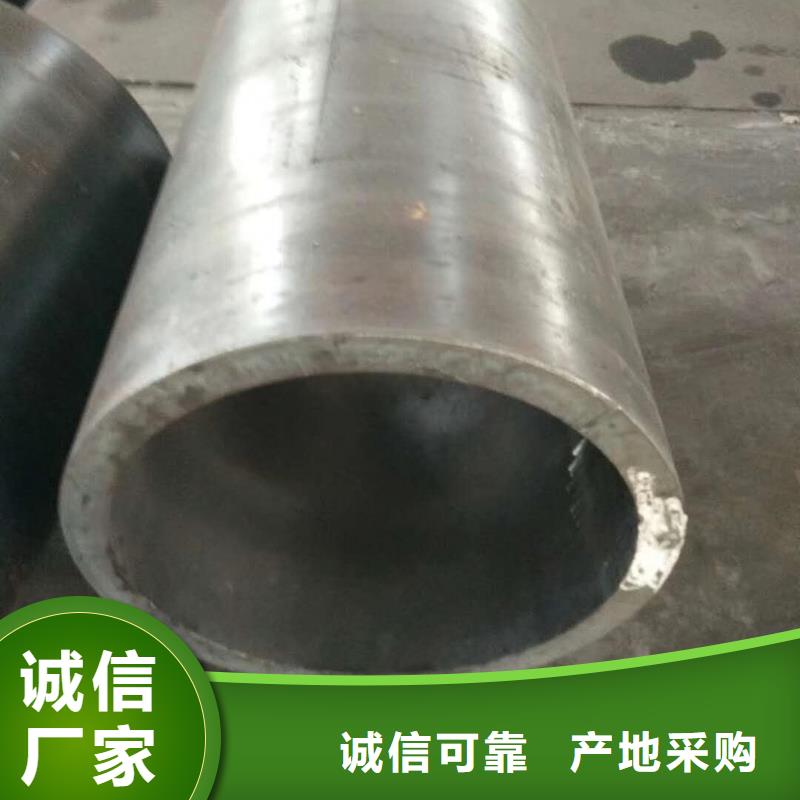





丁字焊接鋼管中含Ni時在酸性環(huán)境中耐蝕性強,在含有硫酸或者環(huán)境中,丁字焊接鋼管中Ni的含量越高則耐蝕性越強。在一般的環(huán)境下,只需在丁字焊接鋼管中添加Cr就可以防止發(fā)生侵蝕的現(xiàn)象。鋼帶邊緣狀況不佳是造成錯邊的另一重要原因。質(zhì)量流量、熱流密度以及結構參數(shù)(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對立式螺旋管內(nèi)飽和泡狀沸騰換熱系數(shù)的影響。 渦流探傷按GB/T7735-2004《卷管渦流探傷檢驗方法》標準執(zhí)行.渦流探傷方法是將頭固定在機架上探傷與焊縫保持3~5mm距離靠鋼管的快運動對焊縫進行的掃查探傷信號經(jīng)渦流探傷儀的自動處理和自動分選達到探傷的目的.探傷后的焊管用飛鋸按規(guī)定長度切斷經(jīng)翻轉(zhuǎn)架下線.鋼管兩端應平頭倒角打印標記成品管用六角形捆扎包裝后出廠.
焊接鋼板卷管是由卷成管形的鋼板
優(yōu)點?
1可以生產(chǎn)形狀復雜的零件,尤其復雜內(nèi)腔的毛坯(如暖氣)?
2適應性廣,工業(yè)常用的金屬材料均可鑄造。 幾克~幾百噸。?
3原材料來源廣泛。價格低廉。 廢鋼,廢件,切屑 4鑄件的形狀尺寸與零件非常接近,減少切削量,屬少無切削加工。
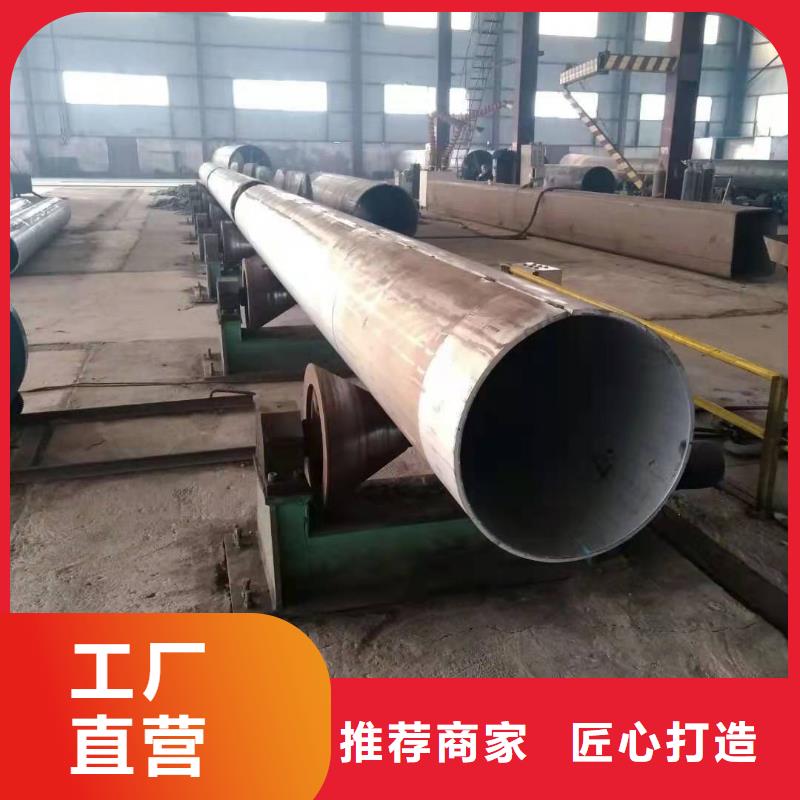
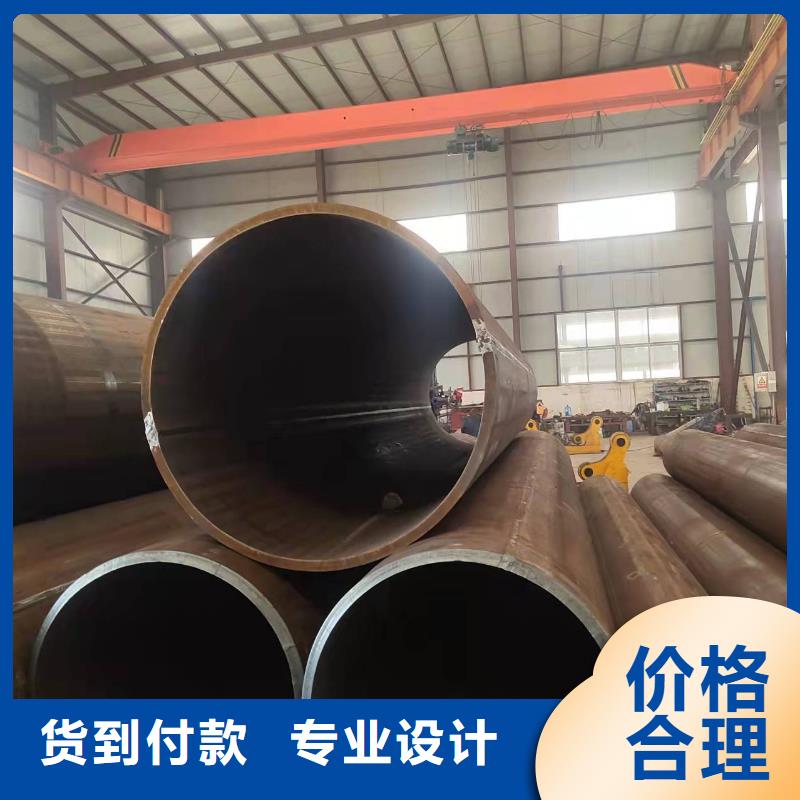
厚壁鋼板卷管廠定制主要生產(chǎn)銷售:鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管的大型卷管廠,本廠生產(chǎn)的丁字焊卷管,16Mn卷管,Q345B卷管,異型卷管遠銷國內(nèi)外各大工程建筑。
可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等標準生產(chǎn),本公司開發(fā)研制的各種卷管系列產(chǎn)品暢銷全國各地,廣泛出口歐美、中東及東南亞 和地區(qū)。卷管年生產(chǎn)能力達10萬噸,公司還擁有國內(nèi)的渦流探傷和水壓試驗機,理化試驗無損探傷等設備,是華北地區(qū)一定規(guī)模的卷管生產(chǎn)企業(yè)。
保護氣氛的影響
采用液氨分解氣體為保護氣氛、液氨在400℃以上將發(fā)生如下分解反應。2NH3→3H2+N2qing氣為還原氣體,在一定條件下可以使某些金屬還原,dan氣為中性氣體。以液氨分解氣氛為保護氣體,可使卷管表面白亮光滑,因而是經(jīng)濟、理想的保護氣體。
固溶處理溫度
固溶處理溫度是固液處理工藝重要的參數(shù)之一,過高或過低都將會直接影響卷管的質(zhì)量,溫度過高鋼板卷管組織粗化,性能下降,溫度過低固溶不完全,應力不徹底,選用1080℃?10℃,并進行適當保溫,碳化物得到充分溶解。
4.冷卻速度
首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。
其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。
其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。
其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。